
Espesipikasyon sa nawong
Kalidad sa nawong
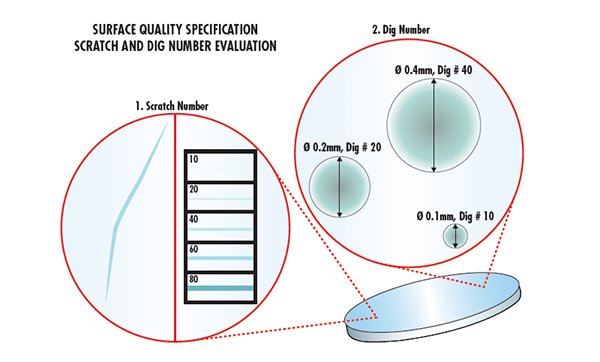
Ang kalidad sa usa ka optical nga nawong gigamit sa pagsukod sa mga kinaiya sa nawong sa usa ka optical nga produkto ug naglangkob sa daghang mga pagkadili hingpit sama sa mga garas ug mga gahong. Kadaghanan niini nga mga pagkadili hingpit sa nawong pulos mga kosmetiko ug dili kaayo makaapekto sa performance sa sistema, bisan pa, kini mahimong hinungdan sa usa ka gamay nga pagtuslob sa sistema sa throughput ug mas maayo nga pagkatag sa nagkatag nga kahayag. Bisan pa, ang pipila ka mga ibabaw mahimong mas sensitibo niini nga mga epekto, sama sa: mga ibabaw nga adunay mga imahen nga eroplano, diin kini nga mga pagkadili hingpit makahimo sa pagtutok, ug mga ibabaw nga adunay taas nga lebel sa gahum, diin kini nga mga pagkadili hingpit makadugang sa pagsuyup sa enerhiya ug makaguba sa optical nga produkto. Ang kasagarang gigamit nga espesipikasyon para sa kalidad sa nawong mao ang scratch ug pitting specification nga gihulagway sa MIL-PRF-13830B. Ang mga ngalan sa scratch determinado pinaagi sa pagtandi sa mga garas sa ibabaw ngadto sa sunod-sunod nga standard scratches nga gihatag ubos sa kontrolado nga mga kondisyon sa suga. Busa, imbes nga ihulagway ang aktuwal nga mga garas niini, ang scratch nga ngalan nagtandi niini sa standard scratches base sa MIL specifications. Ang mga ngalan sa pit, bisan pa, direktang nalangkit sa mga punto o mga gahong sa usa ka nawong. Ang mga ngalan sa pit gikalkulo pinaagi sa pagbahin sa diametro sa gahong sa microns sa 10. Kasagaran ang usa ka scratch pit specification tali sa 80 ug 50 makonsiderar nga standard nga kalidad, tali sa 60 ug 40 mahimong tukma nga kalidad, ug tali sa 20 ug 10 makonsiderar nga taas nga katukma kalidad.
Patag sa nawong
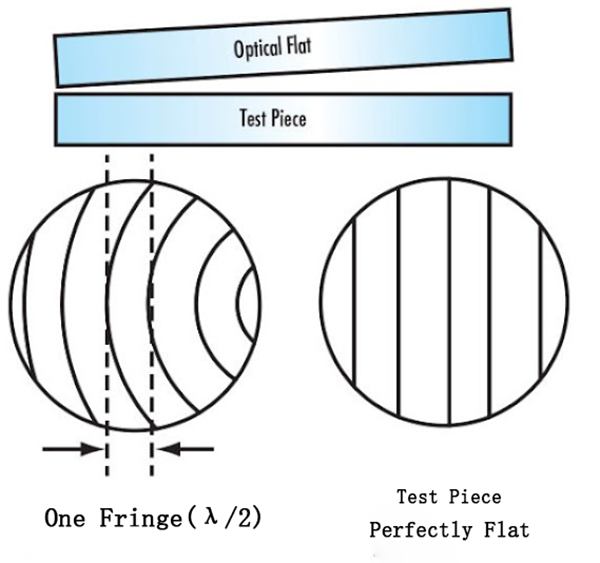
p> Surface flatness usa ka matang sa espesipikasyon nga nagsukod sa katukma sa nawong, ug kini gigamit sa pagsukod sa pagtipas sa patag nga mga ibabaw sama sa mga salamin, mga piraso sa bintana,mga prisma, o patag nga mga salamin. Mahimo nimong sukdon kini nga pagtipas gamit ang usa ka optical flat crystal, nga usa ka taas nga kalidad, taas nga katukma nga reference plane nga gigamit sa pagtandi sa kahapsay sa mga specimen. Kung ang eroplano sa optical nga produkto nga gipailalom sa pagsulay gibutang batok sa mga optika, ang mga streaks makita, ang porma nga nagpaila sa kahapsay sa nawong sa optical nga produkto nga gisulayan. Kung ang mga streak parehas nga gilay-on ug parehas nga tul-id nga mga linya, nan ang gisulayan nga optical nga nawong labing menos sama ka patag sa reference nga optical flat nga kristal. Kung ang mga labod kurbado, ang gidaghanon sa mga labod tali sa duha ka dashed nga linya (usa ka dashed line tangent sa tunga-tunga sa stripe ug ang laing dashed line nga moagi sa endpoint sa samang stripe) nagpunting sa usa ka smoothness error. Ang mga pagtipas sa kahapsay kasagarang gisukod sa termino sa ripple values (λ), nga gilangkuban sa daghang wavelength sa tinubdan sa pagsulay. Ang usa ka stripe katumbas sa ½ sa wavelength. Ang kahapsay sa 1λ nagpakita sa kasagaran nga lebel sa kalidad; ang kahapsay sa λ/4 nagpaila sa tukma nga lebel sa kalidad; ug ang kahapsay sa λ/20 nagpaila sa taas nga lebel sa kalidad sa katukma.
Numero sa aperture
Ang numero sa aperture usa ka matang sa espesipikasyon nga nagsukod sa katukma sa usa ka nawong, nga magamit sa mga curved optical surface o mga ibabaw nga adunay gahum. Ang aperture number test susama sa usa ka flatness test kay kini nagtandi sa nawong sa usa ka reference surface nga adunay collegiate-accurate radius sa curvature. Gamit ang parehas nga prinsipyo sa interference nga namugna sa gintang tali niining duha ka mga ibabaw, ang interference pattern sa mga labud gigamit aron mailhan ang pagtipas tali sa test surface ug sa reference surface. Ang pagtipas gikan sa reperensiya magpatunghag sunodsunod nga mga singsing nga gitawag ug Newton's rings. Ang daghang mga singsing nga anaa, mas dako ang pagtipas. Ang gidaghanon sa ngitngit o hayag nga mga singsing, kay sa kinatibuk-ang gidaghanon sa mga itom ug hayag nga mga singsing, katumbas sa doble sa wavelength error.
Iregularidad
Ang iregularidad usa ka matang sa espesipikasyon nga nagsukod sa katukma sa usa ka nawong ug naghulagway sa pagtipas sa porma sa nawong gikan sa usa ka reference nga porma sa nawong. Ang iregularidad gisukod sa samang paagi sa aperture number. Ang iregularidad mao ang spherical circular streak nga naporma pinaagi sa pagtandi sa test surface sa usa ka reference surface. Kung ang nawong adunay aperture nga numero nga labaw sa 5 nga mga labud, maglisud ang pag-ila sa gagmay nga dili regular nga mga porma nga mas gamay sa 1 nga labud. Busa, kasagaran nga praktis ang pagtino sa ratio sa gidaghanon sa mga aperture ngadto sa iregularidad sa nawong aron kini gibana-bana nga 5:1.
Paghuman sa nawong/kabangis sa nawong
Surface finish, nailhan usab nga surface roughness, gigamit sa pagsukod sa gagmay nga mga iregularidad sa usa ka nawong. Kasagaran kini resulta sa dili maayo nga proseso sa pagpasinaw. Ang gahi nga mga ibabaw lagmit nga mas abrasion-resistant kay sa hamis nga mga ibabaw ug mahimong dili angay alang sa pipila ka mga aplikasyon, ilabi na niadtong naggamit og mga laser o sa sobrang init nga mga palibot, tungod sa posibilidad sa gagmay nga mga break o pagkadili hingpit sa nucleation site. Ang mga pagtugot sa produksiyon alang sa pagtapos sa nawong mao ang 50Å RMS alang sa kasagaran nga kalidad, 20Å RMS alang sa tukma nga kalidad, ug 5Å RMS alang sa taas nga kalidad.
Alang sa mas lawom nga detalye, palihug tan-awa ang amongkatalogo nga optikao o mobati nga gawasnon sa pagkontak kanamo alang sa dugang nga impormasyon.
Oras sa pag-post: Peb-28-2024




