
1 Definición y causas de daños al subsuelo
El daño subsuperficial de los componentes ópticos (SSD, daño subsuperficial) generalmente se menciona en aplicaciones ópticas de alta precisión, como sistemas láser intensos y máquinas de litografía, y su existencia restringe la precisión del procesamiento final de los componentes ópticos y afecta aún más la imagen. rendimiento de los sistemas ópticos, por lo que es necesario prestarle suficiente atención. El daño subsuperficial generalmente se caracteriza por grietas dentro de la superficie del elemento y capas de tensión internas, que son causadas por cierta fragmentación y deformación residual de la composición del material en el área cercana a la superficie. El modelo de daño del subsuelo se muestra de la siguiente manera: la capa superior es la capa de sedimento pulido, y luego la capa de defecto de grieta y la capa de deformación por tensión son la capa inferior, y la capa de material sin daño es la capa más interna. Entre ellos, la capa de defecto de grieta y la capa de deformación por tensión son daños subsuperficiales.
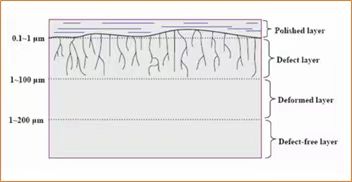
Modelo de daño subsuperficial de materiales ópticos.
Los componentes ópticos del material son generalmente vidrio, cerámica y otros materiales duros y quebradizos. En la etapa inicial de procesamiento de los componentes, es necesario pasar por procesos de moldeo por fresado, esmerilado fino y pulido rugoso; en estos procesos, existen reacciones químicas y de esmerilado mecánico. y jugar un papel. La herramienta abrasiva o abrasiva en contacto con la superficie del elemento tiene las características de tamaño de partícula desigual, y la fuerza de cada punto de contacto en la superficie del elemento no es uniforme, por lo que las capas convexa y cóncava y la capa de grieta interna producirse en la superficie del vidrio. El material presente en la capa agrietada es el componente que se rompió durante el proceso de rectificado, pero que no se cayó de la superficie, por lo que se formarán daños debajo de la superficie. Ya sea que se trate de un rectificado abrasivo de partículas sueltas o de un rectificado CNC, este fenómeno se formará en la superficie del material. El efecto real del daño subterráneo se muestra en la siguiente figura:
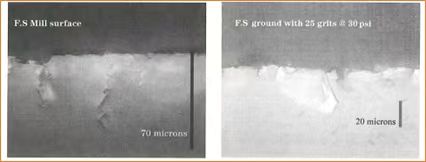
Representación de daños en el subsuelo
2 métodos de medición de daños en el subsuelo
Dado que los daños subterráneos no pueden ignorarse, los fabricantes de componentes ópticos deben controlarlos eficazmente. Para controlarlo eficazmente, es necesario identificar y detectar con precisión el tamaño del daño subsuperficial en la superficie del componente. Desde principios del siglo pasado, la gente ha desarrollado una variedad de métodos para medir y evaluar el tamaño. Del daño subterráneo del componente, según el modo del grado de influencia sobre el componente óptico, se puede dividir en dos categorías: medición destructiva y medición no destructiva (pruebas no destructivas).
El método de medición destructivo, como sugiere el nombre, es la necesidad de cambiar la estructura de la superficie del elemento óptico, de modo que se pueda revelar el daño subterráneo que no es fácil de observar, y luego usar un microscopio y otros instrumentos para observar el Método de medición, este método suele llevar mucho tiempo, pero sus resultados de medición son confiables y precisos. Los métodos de medición no destructivos, que no causan daños adicionales a la superficie del componente, utilizan luz, sonido u otras ondas electromagnéticas para detectar la capa de daño del subsuelo y utilizan la cantidad de cambios de propiedad que ocurren en la capa para evaluar el tamaño de En el caso del SSD, estos métodos son relativamente cómodos y rápidos, pero suelen ser una observación cualitativa. Según esta clasificación, los métodos actuales de detección de daños subterráneos se muestran en la siguiente figura:

Clasificación y resumen de los métodos de detección de daños en el subsuelo.
A continuación se ofrece una breve descripción de estos métodos de medición:
A. Métodos destructivos
a) Método de pulido
Antes de la aparición del pulido magnetorreológico, los trabajadores ópticos solían utilizar el pulido cónico para analizar el daño subsuperficial de los componentes ópticos, es decir, cortar la superficie óptica a lo largo de un ángulo oblicuo para formar una superficie interna oblicua y luego pulir la superficie oblicua. Generalmente se cree que el pulido no agravará el daño original del subsuelo. Las grietas de la capa SSD se revelarán más claramente mediante la corrosión por inmersión con reactivos químicos. La profundidad, longitud y otra información de la capa dañada bajo la superficie se pueden medir mediante observación óptica de la superficie inclinada después de la inmersión. Más tarde, los científicos inventaron el método Ball hoyuelos (Ball hoyuelos), que consiste en utilizar una herramienta de pulido esférica para pulir la superficie después de pulir, arrojando un hoyo, la profundidad del hoyo debe ser lo más profunda posible, para que el análisis del lado del pozo puede obtener la información del daño del subsuelo de la superficie original.
Métodos comunes para detectar daños subterráneos en elementos ópticos.
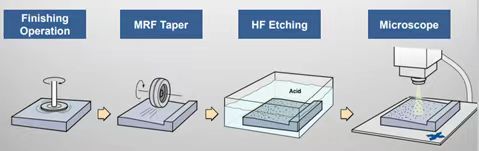
El pulido magnetorreológico (MRF) es una técnica que utiliza una tira de fluido magnético para pulir componentes ópticos, que es diferente del pulido tradicional de asfalto/poliuretano. En el método de pulido tradicional, la herramienta de pulido generalmente ejerce una gran fuerza normal sobre la superficie óptica, mientras que Mr Polishing elimina la superficie óptica en la dirección tangencial, por lo que Mr Polishing no cambia las características originales de daño subsuperficial de la superficie óptica. Por lo tanto, Mr Polishing se puede utilizar para pulir una ranura en la superficie óptica. Luego se analiza el área de pulido para evaluar el tamaño del daño subsuperficial de la superficie óptica original.
a) Método de pegado de bloques
Este método también se ha utilizado para probar daños bajo la superficie. De hecho, seleccione una muestra cuadrada con la misma forma y material, pula las dos superficies de la muestra y luego use adhesivo para pegar las dos superficies pulidas de la muestra y luego muela los lados de las dos muestras al mismo tiempo. tiempo. Después de la molienda, se utilizan reactivos químicos para separar las dos muestras cuadradas. El tamaño del daño subsuperficial causado por la etapa de rectificado se puede evaluar observando la superficie pulida separada con un microscopio. El diagrama esquemático del proceso del método es el siguiente:
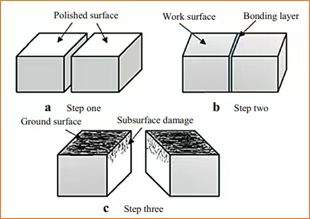
Diagrama esquemático de detección de daños en el subsuelo mediante el método de adhesivo en bloque.
Este método tiene ciertas limitaciones. Debido a que hay una superficie pegajosa, es posible que la situación de la superficie adhesiva no refleje completamente el daño real del subsuelo dentro del material después del pulido, por lo que los resultados de la medición solo pueden reflejar la situación del SSD hasta cierto punto.
a) Grabado químico
El método utiliza agentes químicos adecuados para erosionar la capa dañada de la superficie óptica. Una vez completado el proceso de erosión, el daño subsuperficial se evalúa mediante la forma de la superficie y la rugosidad de la superficie del componente y el cambio del índice de la tasa de erosión. Los reactivos químicos de uso común son el ácido fluorhídrico (HF), el fluoruro de hidrógeno y amonio (NH4HF) y otros agentes corrosivos.
b) Método de la sección transversal
Se disecciona la muestra y se utiliza un microscopio electrónico de barrido para observar directamente el tamaño del daño subsuperficial.
c) Método de impregnación de tinte
Debido a que la capa superficial del elemento óptico rectificado contiene una gran cantidad de microfisuras, se pueden presionar en el material tintes que pueden formar un contraste de color con el sustrato óptico o un contraste con el sustrato. Si el sustrato es de un material oscuro, se pueden utilizar tintes fluorescentes. Los daños en el subsuelo se pueden comprobar fácilmente de forma óptica o electrónica. Debido a que las grietas suelen ser muy finas y están dentro del material, cuando la profundidad de penetración del tinte no es suficiente, es posible que no represente la verdadera profundidad de la microgrieta. Para obtener la profundidad de la grieta con la mayor precisión posible, se han propuesto varios métodos para impregnar tintes: preprensado mecánico y prensado isostático en frío, y el uso de microanálisis con sonda electrónica (EPMA) para detectar trazas de tinte en concentraciones muy bajas.
B, métodos no destructivos
a) Método de estimación
El método de estimación estima principalmente la profundidad del daño subsuperficial de acuerdo con el tamaño de las partículas del material abrasivo y el tamaño de la rugosidad de la superficie del componente. Los investigadores utilizan una gran cantidad de pruebas para establecer la relación correspondiente entre el tamaño de las partículas del material abrasivo y la profundidad del daño subsuperficial, así como la tabla de correspondencia entre el tamaño de la rugosidad superficial del componente y el subsuelo. daño superficial. El daño subsuperficial de la superficie del componente actual se puede estimar utilizando su correspondencia.
b) Tomografía de coherencia óptica (OCT)
La tomografía de coherencia óptica, cuyo principio básico es la interferencia de Michelson, evalúa la información medida a través de las señales de interferencia de dos haces de luz. Esta técnica se usa comúnmente para observar tejidos biológicos y realizar una tomografía transversal de la estructura subsuperficial del tejido. Cuando se utiliza la técnica OCT para observar el daño subsuperficial de la superficie óptica, se debe considerar el parámetro de índice de refracción de la muestra medida para obtener la profundidad real de la grieta. Según se informa, el método puede detectar defectos a una profundidad de 500 μm con una resolución vertical superior a 20 μm. Sin embargo, cuando se utiliza para la detección SSD de materiales ópticos, la luz reflejada desde la capa SSD es relativamente débil, por lo que es difícil formar interferencias. Además, la dispersión de la superficie también afectará los resultados de la medición y es necesario mejorar la precisión de la medición.
c) Método de dispersión láser
También se ha estudiado ampliamente la irradiación láser sobre la superficie fotométrica, utilizando las propiedades de dispersión del láser para evaluar el tamaño del daño subsuperficial. Los más comunes incluyen la microscopía de reflexión interna total (TIRM), la microscopía confocal de barrido láser (CLSM) y la microscopía confocal de polarización de intersección (CPCM). microscopía confocal de polarización cruzada, etc.
d) Microscopio acústico de barrido
La microscopía acústica de barrido (SAM), como método de detección ultrasónica, es un método de prueba no destructivo que se utiliza ampliamente para detectar defectos internos. Este método se utiliza normalmente para medir muestras con superficies lisas. Cuando la superficie de la muestra es muy rugosa, la precisión de la medición se reducirá debido a la influencia de las ondas dispersas en la superficie.
3 métodos de control de daños en el subsuelo
Nuestro objetivo final es controlar eficazmente el daño subsuperficial de los componentes ópticos y obtener componentes que eliminen por completo los SSDS. En circunstancias normales, la profundidad del daño subsuperficial es proporcional al tamaño de las partículas abrasivas; cuanto menor sea el tamaño de las partículas del abrasivo, menos profundo será el daño subsuperficial, por lo tanto, al reducir la granularidad del esmerilado y completamente rectificado, puede mejorar efectivamente el grado de daño subsuperficial. El diagrama de procesamiento del control de daños subterráneos en etapas se muestra en la siguiente figura:
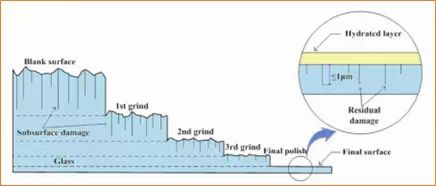
Los daños al subsuelo se controlan por etapas
La primera etapa de rectificado eliminará completamente el daño subsuperficial en la superficie en blanco y producirá un nuevo subsuelo en esta etapa, y luego, en la segunda etapa de rectificado, es necesario eliminar el SSD generado en la primera etapa y producirá un nuevo daño subsuperficial. nuevamente, procesar a su vez, y controlar el tamaño de partícula y la pureza del abrasivo, y finalmente obtener la superficie óptica esperada. Ésta es también la estrategia de procesamiento que la fabricación óptica ha seguido durante cientos de años.
Además, después del proceso de rectificado, el decapado de la superficie del componente puede eliminar eficazmente el daño subsuperficial, mejorando así la calidad de la superficie y la eficiencia del procesamiento.
Contacto:
Email:jasmine@pliroptics.com ;
Teléfono/Whatsapp/Wechat:86 19013265659
web:www.pliroptics.com
Añadir: Edificio 1, No.1558, camino de inteligencia, qingbaijiang, chengdu, sichuan, china
Hora de publicación: 18-abr-2024




