
1 Lur azpiko kalteen definizioa eta kausak
Osagai optikoen gainazaleko kalteak (SSD, gainazaleko kalteak) doitasun handiko aplikazio optikoetan aipatzen dira normalean, hala nola laser sistema bizietan eta litografia-makinetan, eta bere existentziak osagai optikoen azken prozesatzeko zehaztasuna murrizten du eta irudiari gehiago eragiten dio. sistema optikoen errendimendua, beraz, arreta nahikoa eman behar zaio. Lur azpiko kalteak elementuaren gainazalean eta barneko tentsio-geruzen barneko pitzadurak izaten dira, eta materialaren konposizioaren hondar zatiketa eta deformazio batzuk eragiten dituzte gertuko azaleran. Lur azpiko kalteen eredua honela erakusten da: goiko geruza leundutako sedimentu-geruza da, eta gero pitzadura-akatsen geruza eta estresaren deformazio-geruza dira beheko geruza, eta kalterik gabeko material-geruza barneko geruza da. Horien artean, pitzadura-akatsen geruza eta estresaren deformazio-geruza lurpeko kalteak dira.
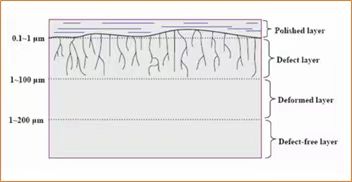
Material optikoen lurpeko kalteen eredua
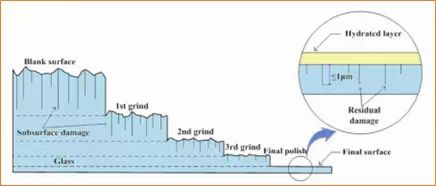
Materialaren osagai optikoak, oro har, beira, zeramika eta beste material gogor eta hauskorrak dira, osagaien prozesatze-fasean, fresatzeko moldura, artezketa fina eta leunketa latza-prozesuetatik igaro behar dira, prozesu horietan artezketa mekanikoa eta erreakzio kimikoak existitzen dira. eta rol bat jokatu. Elementuaren gainazalarekin kontaktuan dagoen tresna urratzaileak edo urratzaileak partikulen tamaina irregularreko ezaugarriak ditu, eta elementuaren gainazaleko kontaktu-puntu bakoitzaren indarra ez da uniformea, beraz, geruza ganbila eta ahurra eta barneko pitzadura-geruza izango dira. beirazko gainazalean ekoiztu. Geruza pitzatuan dagoen materiala artezketa prozesuan apurtu den osagaia da, baina gainazaletik erori ez dena, beraz gainazaleko kalteak sortuko dira. Partikula solteen artezketa urratzailea edo CNC artezketa den ala ez, fenomeno hau materialaren gainazalean sortuko da. Lur azpiko kalteen benetako eragina hurrengo irudian ageri da:
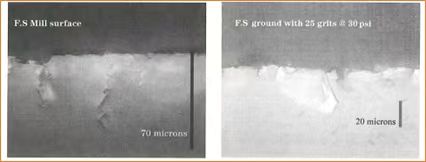
Lur azpiko kalteak errendatzea
2 Lur azpiko kalteak neurtzeko metodoak
Lur azpiko kalteak alde batera utzi ezin direnez, osagai optikoen fabrikatzaileek eraginkortasunez kontrolatu behar dute. Eraginkor kontrolatzeko, beharrezkoa da osagaiaren gainazalean lurpeko kaltearen tamaina zehaztasunez identifikatzea eta detektatzea, joan den mendearen hasieratik, jendeak tamaina neurtzeko eta ebaluatzeko hainbat metodo garatu ditu. osagaiaren lurpeko kaltearen arabera, osagai optikoaren eragin-mailaren arabera, bi kategoriatan bana daiteke: neurketa suntsitzailea eta neurketa ez-suntsitzailea (saiakuntza ez-suntsitzailea).
Neurketa metodo suntsitzailea, izenak dioen bezala, elementu optikoaren gainazaleko egitura aldatu beharra da, behatzeko erraza ez den gainazaleko kaltea agerian egon dadin, eta gero mikroskopioa eta beste tresna batzuk erabili behatzeko. neurtzeko metodoa, metodo honek denbora asko hartzen du normalean, baina bere neurketaren emaitzak fidagarriak eta zehatzak dira. Neurketa-metodo ez-suntsitzaileak, osagaien gainazalean kalte gehigarririk eragiten ez dutenak, argia, soinua edo beste uhin elektromagnetikoak erabiltzen dituztenak lurpeko kalteen geruza detektatzeko eta geruzan gertatzen diren propietate-aldaketen kopurua erabiltzen dute tamaina ebaluatzeko. SSD, metodo horiek nahiko erosoak eta azkarrak dira, baina normalean behaketa kualitatiboa. Sailkapen honen arabera, lur azpiko kalteak detektatzeko egungo metodoak beheko irudian ageri dira:

Lur azpiko kalteak detektatzeko metodoen sailkapena eta laburpena
Neurketa metodo hauen deskribapen laburra honakoa da:
A. Metodo suntsitzaileak
a) Leuntzeko metodoa
Leunketa magnetoreologikoa agertu baino lehen, langile optikoek Taper leunketa erabiltzen zuten osagai optikoen gainazal azpiko kalteak aztertzeko, hau da, gainazal optikoa angelu zeihar batean zehar moztuz barne gainazal zeiharra osatzeko eta, ondoren, gainazal zeiharra leuntzeko. Orokorrean uste da leuntzeak ez dituela jatorrizko gainazaleko kalteak areagotuko. SSD geruzaren pitzadurak argiago agertuko dira erreaktibo kimikoekin murgiltzearen korrosioaren bidez. Lurrazaleko kalteen geruzaren sakonera, luzera eta bestelako informazioa murgildu ondoren gainazal inklinatuaren behaketa optikoarekin neur daitezke. Geroago, zientzialariek Ball dimpling metodoa (Ball dimpling) asmatu zuten, hau da, leuntzeko tresna esferiko bat erabiliz gainazala leuntzeko artezketa egin ondoren, hobi bat botaz, hobiaren sakonera ahalik eta sakonena izan behar du, analisia egiteko. hobiaren alboak jatorrizko gainazaleko lurpeko kalteen informazioa lor dezake.
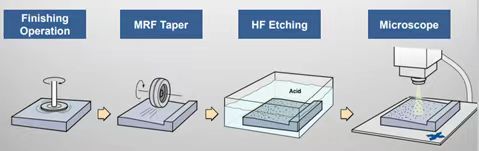
Elementu optikoen lurpeko kalteak detektatzeko ohiko metodoak
Leunketa magnetoreologikoa (MRF) osagai optikoak leuntzeko fluido magnetikoko banda bat erabiltzen duen teknika da, asfalto/poliuretanozko leunketa tradizionaletik desberdina dena. Leuntzeko metodo tradizionalean, leuntzeko tresnak normalean indar normal handia egiten du gainazal optikoaren gainean, Mr Polishing-ek gainazal optikoa kentzen du norabide tangentzialean, beraz, Mr Polishing-ek ez ditu gainazal optikoaren jatorrizko gainazalaren kaltearen ezaugarriak aldatzen. Hori dela eta, Mr Polishing gainazal optikoaren zirrikitu bat leuntzeko erabil daiteke. Ondoren, leunketa-eremua aztertzen da jatorrizko gainazal optikoaren lurpeko kaltearen tamaina ebaluatzeko.
a) Blokeak itsasteko metodoa
Metodo hau gainazaleko kalteak probatzeko ere erabili da. Izan ere, hautatu forma eta material bereko lagin karratu bat, leundu laginaren bi gainazalak eta, ondoren, erabili itsasgarria laginaren bi gainazal leunduak elkarrekin itsasteko eta, gero, bi laginen alboak batera ehotzeko. denbora. Ehotu ondoren, erreaktibo kimikoak erabiltzen dira bi lagin karratuak bereizteko. Artezketa faseak eragindako lur azpiko kaltearen tamaina mikroskopio batekin bereizitako leundutako gainazala ikusiz ebalua daiteke. Metodoaren prozesu-eskema-diagrama hau da:
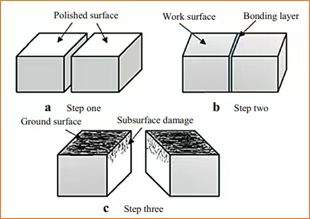
Lur azpiko kalteak detektatzeko eskema eskematikoa bloke itsasgarri metodoaren bidez
Metodo honek muga batzuk ditu. Gainazal itsaskorra dagoenez, gainazal itsaskorraren egoerak materialaren barruko benetako kaltea guztiz ez islatzea liteke ehotu ondoren, beraz, neurketaren emaitzek SSD egoera neurri batean islatu dezakete.
a) Aguaforte kimikoa
Metodoak agente kimiko egokiak erabiltzen ditu gainazal optikoaren kaltetutako geruza higatzeko. Higadura-prozesua amaitu ondoren, lurpeko kalteak osagaien gainazaleko gainazaleko formaren eta zimurtasunaren eta higadura-tasaren indize-aldaketaren arabera ebaluatzen dira. Gehien erabiltzen diren erreaktibo kimikoak azido fluorhidrikoa (HF), amonio hidrogeno fluoruroa (NH4HF) eta beste agente korrosibo batzuk dira.
b) Zeharkako ebakiduraren metodoa
Lagina disekzionatzen da eta ekorketa-mikroskopio elektronikoa erabiltzen da lurpeko kaltearen tamaina zuzenean behatzeko.
c) Tindagaiak inpregnatzeko metodoa
Lurzoruko elementu optikoaren gainazaleko geruzak mikropitzadura ugari dituenez, substratu optikoarekin kolore-kontrastea edo substratuarekin kontrastea sor dezaketen koloratzaileak sakatu daitezke materialan. Substratua material ilun batez osatuta badago, koloratzaile fluoreszenteak erabil daitezke. Gero, gainazaleko kalteak erraz egiaztatu daitezke optikoki edo elektronikoki. Pitzadurak oso finak eta materialaren barruan izan ohi direnez, tindagaiaren sartze-sakonera nahikoa ez denean, baliteke mikro-arrailaren benetako sakonera ez irudikatzea. Pitzaduraren sakonera ahalik eta zehatzen lortzeko, koloratzaileak inpregnatzeko hainbat metodo proposatu dira: aurreprentsa mekanikoa eta prentsa isostatiko hotza, eta elektroi-zundako mikroanalisia (EPMA) erabiltzea kontzentrazio oso baxuetan koloratzaile arrastoak detektatzeko.
B, metodo ez suntsitzaileak
a) Estimazio-metodoa
Estimazio-metodoak batez ere gainazaleko kaltearen sakonera estimatzen du material urratzailearen partikulen tamainaren eta osagaiaren gainazaleko zimurtasunaren tamainaren arabera. Ikertzaileek proba ugari erabiltzen dituzte material urratzailearen partikulen tamainaren eta gainazaleko kaltearen sakoneraren arteko erlazioa ezartzeko, baita osagaiaren gainazaleko zimurtasunaren eta azpikoaren arteko bat-etortze-taula ere. gainazaleko kalteak. Gaur egungo osagaien gainazaleko lurpeko kaltea haien korrespondentzia erabiliz kalkula daiteke.
b) Koherentzia Optikoko Tomografia (OCT)
Koherentzia optikoko tomografia, zeinaren oinarrizko printzipioa Michelsonen interferentzia da, neurtutako informazioa bi argi izpien interferentzia-seinaleen bidez ebaluatzen du. Teknika hau ehun biologikoak behatzeko eta ehunaren lurpeko egituraren zeharkako tomografia egiteko erabiltzen da. Gainazal optikoaren lurpeko kalteak behatzeko OCT teknika erabiltzen denean, neurtutako laginaren errefrakzio-indizearen parametroa kontuan hartu behar da pitzaduraren benetako sakonera lortzeko. Metodoak 500μm-ko sakoneran akatsak hauteman ditzakeela jakinarazi du, 20μm-tik gorako bereizmen bertikalean. Hala ere, SSD material optikoen detektatzeko erabiltzen denean, SSD geruzatik islatzen den argia nahiko ahula da, beraz, zaila da interferentziak sortzea. Gainera, gainazaleko sakabanaketak neurketaren emaitzetan ere eragina izango du, eta neurketaren zehaztasuna hobetu behar da.
c) Laser sakabanaketa metodoa
Laser irradiazioa gainazal fotometrikoan, laserren sakabanaketa-propietateak erabiliz, lurpeko kaltearen tamaina ebaluatzeko, sakonki aztertu da. Ohikoen artean, guztizko barne errefekzio-mikroskopia (TIRM), laser bidezko mikroskopio konfokala (CLSM) eta gurutzatutako polarizazio-mikroskopia konfokala (CPCM). polarizazio gurutzatuaren mikroskopia konfokala, etab.
d) Mikroskopio akustikoa eskaneatzea
Mikroskopia akustikoa eskaneatzea (SAM), ultrasoinuen detekzio-metodo gisa, barne-akatsak detektatzeko oso erabilia den proba ez-suntsitzailea da. Metodo hau gainazal leuneko laginak neurtzeko erabili ohi da. Laginaren gainazala oso zakarra denean, neurketaren zehaztasuna murriztuko da gainazaleko sakabanatutako uhinen eraginez.
3 Lur azpiko kalteak kontrolatzeko metodoak
Gure azken helburua osagai optikoen lurpeko kalteak eraginkortasunez kontrolatzea eta SSDS erabat kentzen duten osagaiak lortzea da. Egoera normalean, gainazaleko kaltearen sakonera partikula urratzailearen tamainaren tamainaren proportzionala da, urratzailearen partikula tamaina txikiagoa izan, gainazaleko kaltea txikiagoa da, beraz, artezketa-granularitatea murriztuz eta guztiz. artezketa, gainazal azpiko kalte-maila eraginkortasunez hobetu dezakezu. Lur azpiko kalteen kontrolaren prozesatze-diagrama faseetan agertzen da beheko irudian:
Lur azpiko kalteak faseka kontrolatzen dira
Artezketako lehen faseak gainazal hutsean gainazal lurpeko kalteak guztiz kenduko ditu eta fase honetan lur azpiko lurzoru berri bat sortuko du, eta gero artezteko bigarren fasean, beharrezkoa da lehenengo fasean sortutako SSD kendu eta lurpeko kalte berriak sortzea. berriro ere, prozesatzea aldi berean, eta urratzailearen partikulen tamaina eta purutasuna kontrolatu eta, azkenik, espero den gainazal optikoa lortu. Hau da, halaber, fabrikazio optikoak ehunka urtez jarraitu duen prozesatzeko estrategia.
Gainera, artezketa prozesuaren ondoren, osagaiaren gainazala desugertzeak gainazaleko kalteak modu eraginkorrean ken ditzake, horrela gainazaleko kalitatea hobetuz eta prozesatzeko eraginkortasuna hobetuz.
Harremanetarako:
Email:jasmine@pliroptics.com ;
Telefonoa/Whatsapp/Wechat:86 19013265659
web:www.pliroptics.com
Gehitu: Eraikina 1, No.1558, intelligence road, qingbaijiang, Chengdu, Sichuan, Txina
Argitalpenaren ordua: 2024-04-18




