
表面仕様
表面品質
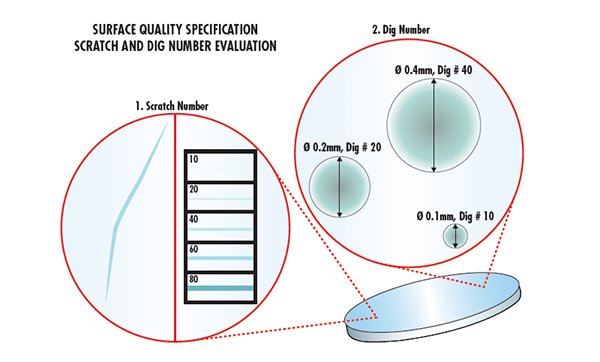
光学表面の品質は、光学製品の表面特性を測定するために使用され、傷や窪みなどの多くの欠陥をカバーします。これらの表面の欠陥のほとんどは純粋に表面的なものであり、システムのパフォーマンスに大きな影響を与えることはありませんが、システムのスループットのわずかな低下や散乱光の微細な散乱を引き起こす可能性があります。ただし、一部の表面はこれらの影響をより受けやすくなります。たとえば、像面のある表面ではこれらの欠陥により焦点が合う可能性があり、高出力レベルの表面ではこれらの欠陥によりエネルギー吸収が増加し、光学製品が損なわれる可能性があります。表面品質に関して最も一般的に使用される仕様は、MIL-PRF-13830B に示されているスクラッチおよびピッチングの仕様です。スクラッチの名前は、表面上のスクラッチを、制御された照明条件下で提供される一連の標準的なスクラッチと比較することによって決定されます。したがって、スクラッチ名は、実際のスクラッチを説明するのではなく、それらを MIL 仕様に基づいた標準的なスクラッチと比較します。ただし、ピットの名前は、表面上の点またはピットに直接関係しています。ピット名は、ミクロン単位のピットの直径を 10 で割ることによって計算されます。通常、80 ~ 50 のスクラッチ ピット仕様は標準品質とみなされ、60 ~ 40 は正確な品質、20 ~ 10 は高精度とみなされます。品質。
表面平坦度
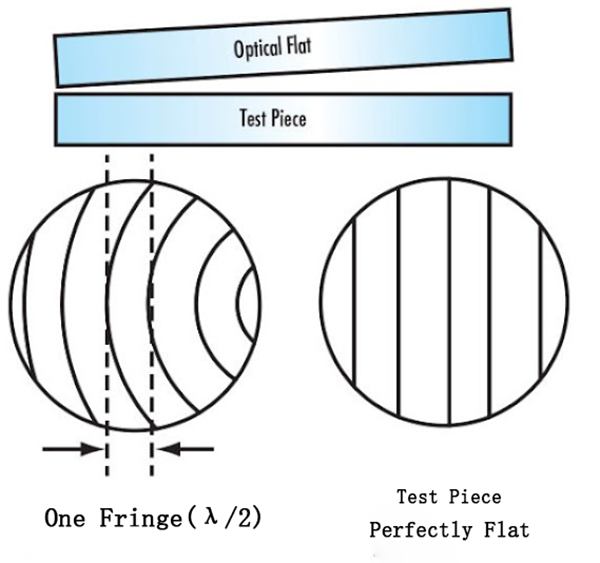
p>表面平坦度は、表面精度を測定する規格の一種で、鏡や窓ガラス、鏡などの平面の偏差を測定するために使用されます。プリズム、または平面鏡。この偏差は、試料の平滑性を比較するために使用される高品質で高精度の基準面である光学平面結晶を使用して測定できます。試験中の光学製品の平面を光学系に当てると縞が現れ、その形状は試験中の光学製品の表面の平滑性を示します。縞が等間隔であり、平行な直線である場合、テストされた光学表面は少なくとも基準光学平面結晶と同じくらい平坦です。ストライプが湾曲している場合、2 つの破線 (ストライプの中点に接する 1 つの破線と、同じストライプの端点を通過するもう 1 つの破線) 間のストライプの数が平滑度エラーを示します。平滑性の偏差は通常、テスト光源の複数の波長で構成されるリップル値 (λ) で測定されます。 1 つのストライプは波長の 1/2 に相当します。 1λ の滑らかさは平均的な品質レベルを示します。 λ/4 の滑らかさは正確な品質レベルを示します。 λ/20 の滑らかさは、高精度の品質レベルを示します。
絞り番号
開口数は面の精度を測定する規格の一種で、光学曲面やパワーのある面に適用されます。開口数テストは、表面を大学精度の曲率半径を持つ基準表面と比較するという点で平坦度テストに似ています。これら 2 つの表面間のギャップによって生成される同じ干渉原理を使用して、ストライプの干渉パターンを使用して、テスト表面と基準表面の間の偏差を特徴付けます。基準からの逸脱により、ニュートンリングと呼ばれる一連のリングが生成されます。存在するリングの数が多いほど、偏差は大きくなります。暗いリングと明るいリングの合計数ではなく、暗いリングまたは明るいリングの数は、波長誤差の 2 倍に等しくなります。
不規則性
不規則性は、表面の精度を測定する仕様の一種であり、基準表面形状からの表面形状の偏差を表します。凹凸は絞り値と同じ方法で測定されます。不規則性は、テスト表面と基準表面を比較することによって形成される球状の円状の縞です。表面の開口数が5縞を超えると、1縞よりも小さな凹凸形状の検出が困難になります。したがって、開口部の数と表面の凹凸の比率は、約 5:1 になるように指定するのが一般的です。
表面仕上げ/表面粗さ
表面仕上げ (表面粗さとも呼ばれます) は、表面の小さな凹凸を測定するために使用されます。これらは通常、不十分な研磨プロセスの結果として発生します。粗い表面は滑らかな表面よりも耐摩耗性が高い傾向があり、核生成部位に小さな破損や欠陥が生じる可能性があるため、一部の用途、特にレーザーを使用する用途や過熱環境には適さない場合があります。表面仕上げの製造公差は、平均品質の場合は 50 Å RMS、正確な品質の場合は 20 Å RMS、高品質の場合は 5 Å RMS です。
より詳細な仕様については、こちらをご覧ください。カタログ光学系または、詳細についてはお気軽にお問い合わせください。
投稿日時: 2024 年 2 月 28 日




