
1 ਪਰਿਭਾਸ਼ਾ ਅਤੇ ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੇ ਕਾਰਨ
ਆਪਟੀਕਲ ਕੰਪੋਨੈਂਟਸ (SSD, ਸਬ-ਸਤਹ ਦਾ ਨੁਕਸਾਨ) ਦਾ ਉਪ-ਸਤਹੀ ਨੁਕਸਾਨ ਆਮ ਤੌਰ 'ਤੇ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਆਪਟੀਕਲ ਐਪਲੀਕੇਸ਼ਨਾਂ ਜਿਵੇਂ ਕਿ ਤੀਬਰ ਲੇਜ਼ਰ ਪ੍ਰਣਾਲੀਆਂ ਅਤੇ ਲਿਥੋਗ੍ਰਾਫੀ ਮਸ਼ੀਨਾਂ ਵਿੱਚ ਜ਼ਿਕਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਸਦੀ ਮੌਜੂਦਗੀ ਆਪਟੀਕਲ ਭਾਗਾਂ ਦੀ ਅੰਤਿਮ ਪ੍ਰਕਿਰਿਆ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਸੀਮਤ ਕਰਦੀ ਹੈ ਅਤੇ ਇਮੇਜਿੰਗ ਨੂੰ ਹੋਰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ। ਆਪਟੀਕਲ ਸਿਸਟਮ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ, ਇਸ ਲਈ ਇਸ ਨੂੰ ਕਾਫ਼ੀ ਧਿਆਨ ਦੇਣ ਦੀ ਲੋੜ ਹੈ. ਉਪ-ਸਤਹ ਦਾ ਨੁਕਸਾਨ ਆਮ ਤੌਰ 'ਤੇ ਤੱਤ ਦੀ ਸਤਹ ਦੇ ਅੰਦਰ ਤਰੇੜਾਂ ਅਤੇ ਅੰਦਰੂਨੀ ਤਣਾਅ ਦੀਆਂ ਪਰਤਾਂ ਦੁਆਰਾ ਦਰਸਾਇਆ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਿ ਨਜ਼ਦੀਕੀ ਸਤਹ ਖੇਤਰ ਵਿੱਚ ਕੁਝ ਬਚੇ ਹੋਏ ਟੁਕੜਿਆਂ ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਰਚਨਾ ਦੇ ਵਿਗਾੜ ਕਾਰਨ ਹੁੰਦੇ ਹਨ। ਹੇਠਲੀ ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦਾ ਮਾਡਲ ਇਸ ਤਰ੍ਹਾਂ ਦਿਖਾਇਆ ਗਿਆ ਹੈ: ਉੱਪਰਲੀ ਪਰਤ ਪਾਲਿਸ਼ਡ ਤਲਛਟ ਪਰਤ ਹੈ, ਅਤੇ ਫਿਰ ਦਰਾੜ ਨੁਕਸ ਪਰਤ ਅਤੇ ਤਣਾਅ ਵਿਕਾਰ ਪਰਤ ਹੇਠਲੀ ਪਰਤ ਹੈ, ਅਤੇ ਨੁਕਸਾਨ ਤੋਂ ਬਿਨਾਂ ਸਮੱਗਰੀ ਦੀ ਪਰਤ ਸਭ ਤੋਂ ਅੰਦਰਲੀ ਪਰਤ ਹੈ। ਉਹਨਾਂ ਵਿੱਚੋਂ, ਦਰਾੜ ਨੁਕਸ ਪਰਤ ਅਤੇ ਤਣਾਅ ਵਿਗਾੜ ਪਰਤ ਉਪ-ਸਤਹੀ ਨੁਕਸਾਨ ਹਨ।
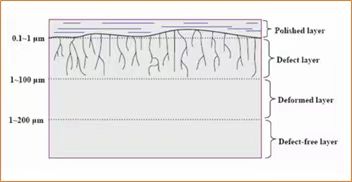
ਆਪਟੀਕਲ ਸਾਮੱਗਰੀ ਦਾ ਉਪ-ਸਤਹੀ ਨੁਕਸਾਨ ਮਾਡਲ
ਸਮੱਗਰੀ ਦੇ ਆਪਟੀਕਲ ਹਿੱਸੇ ਆਮ ਤੌਰ 'ਤੇ ਕੱਚ, ਵਸਰਾਵਿਕਸ ਅਤੇ ਹੋਰ ਸਖ਼ਤ ਅਤੇ ਭੁਰਭੁਰਾ ਸਮੱਗਰੀ ਹੁੰਦੇ ਹਨ, ਭਾਗਾਂ ਦੇ ਸ਼ੁਰੂਆਤੀ ਪ੍ਰੋਸੈਸਿੰਗ ਪੜਾਅ ਵਿੱਚ, ਮਿਲਿੰਗ ਮੋਲਡਿੰਗ, ਵਧੀਆ ਪੀਸਣ ਅਤੇ ਮੋਟਾ ਪਾਲਿਸ਼ਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚੋਂ ਲੰਘਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਇਹਨਾਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚ, ਮਕੈਨੀਕਲ ਪੀਸਣ ਅਤੇ ਰਸਾਇਣਕ ਪ੍ਰਤੀਕ੍ਰਿਆਵਾਂ ਮੌਜੂਦ ਹੁੰਦੀਆਂ ਹਨ। ਅਤੇ ਇੱਕ ਭੂਮਿਕਾ ਨਿਭਾਓ. ਤੱਤ ਦੀ ਸਤਹ ਦੇ ਸੰਪਰਕ ਵਿੱਚ ਘਿਰਣ ਵਾਲੇ ਜਾਂ ਘਿਰਣਾ ਕਰਨ ਵਾਲੇ ਟੂਲ ਵਿੱਚ ਅਸਮਾਨ ਕਣ ਦੇ ਆਕਾਰ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹੁੰਦੀਆਂ ਹਨ, ਅਤੇ ਤੱਤ ਦੀ ਸਤਹ 'ਤੇ ਹਰੇਕ ਸੰਪਰਕ ਬਿੰਦੂ ਦਾ ਬਲ ਇਕਸਾਰ ਨਹੀਂ ਹੁੰਦਾ, ਇਸਲਈ ਕਨਵੈਕਸ ਅਤੇ ਕੰਕੈਵ ਪਰਤ ਅਤੇ ਅੰਦਰੂਨੀ ਦਰਾੜ ਪਰਤ ਕੱਚ ਦੀ ਸਤਹ 'ਤੇ ਪੈਦਾ ਕੀਤਾ ਜਾ. ਕ੍ਰੈਕਡ ਪਰਤ ਵਿੱਚ ਮੌਜੂਦ ਸਮੱਗਰੀ ਉਹ ਭਾਗ ਹੈ ਜੋ ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਟੁੱਟ ਗਿਆ ਹੈ, ਪਰ ਸਤ੍ਹਾ ਤੋਂ ਨਹੀਂ ਡਿੱਗਿਆ ਹੈ, ਇਸਲਈ ਉਪ-ਸਤਹ ਨੂੰ ਨੁਕਸਾਨ ਹੋਵੇਗਾ। ਭਾਵੇਂ ਇਹ ਢਿੱਲੇ ਕਣਾਂ ਦੀ ਘ੍ਰਿਣਾਯੋਗ ਪੀਹਣ ਜਾਂ ਸੀਐਨਸੀ ਪੀਹਣ ਵਾਲੀ ਹੋਵੇ, ਇਹ ਵਰਤਾਰਾ ਸਮੱਗਰੀ ਦੀ ਸਤਹ 'ਤੇ ਬਣੇਗਾ। ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦਾ ਅਸਲ ਪ੍ਰਭਾਵ ਹੇਠਾਂ ਦਿੱਤੇ ਚਿੱਤਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ:
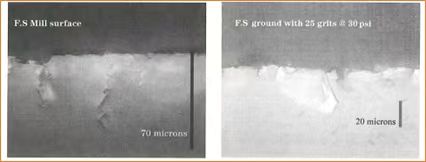
ਸਬਸੁਰਫੇਸ ਡੈਮੇਜ ਰੈਂਡਰਿੰਗ
2 ਸਤਹੀ ਨੁਕਸਾਨ ਮਾਪਣ ਦੇ ਤਰੀਕੇ
ਕਿਉਂਕਿ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਨਜ਼ਰਅੰਦਾਜ਼ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ, ਇਸ ਨੂੰ ਆਪਟੀਕਲ ਕੰਪੋਨੈਂਟ ਨਿਰਮਾਤਾਵਾਂ ਦੁਆਰਾ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਸ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ, ਕੰਪੋਨੈਂਟ ਦੀ ਸਤਹ 'ਤੇ ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੇ ਆਕਾਰ ਦੀ ਸਹੀ ਪਛਾਣ ਅਤੇ ਪਤਾ ਲਗਾਉਣਾ ਜ਼ਰੂਰੀ ਹੈ, ਪਿਛਲੀ ਸਦੀ ਦੇ ਸ਼ੁਰੂਆਤੀ ਹਿੱਸੇ ਤੋਂ, ਲੋਕਾਂ ਨੇ ਆਕਾਰ ਨੂੰ ਮਾਪਣ ਅਤੇ ਮੁਲਾਂਕਣ ਕਰਨ ਲਈ ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਤਰੀਕੇ ਵਿਕਸਿਤ ਕੀਤੇ ਹਨ। ਆਪਟੀਕਲ ਕੰਪੋਨੈਂਟ 'ਤੇ ਪ੍ਰਭਾਵ ਦੀ ਡਿਗਰੀ ਦੇ ਮੋਡ ਦੇ ਅਨੁਸਾਰ, ਕੰਪੋਨੈਂਟ ਦੇ ਉਪ ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦਾ, ਇਸਨੂੰ ਦੋ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ: ਵਿਨਾਸ਼ਕਾਰੀ ਮਾਪ ਅਤੇ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਮਾਪ (ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ)।
ਵਿਨਾਸ਼ਕਾਰੀ ਮਾਪ ਵਿਧੀ, ਜਿਵੇਂ ਕਿ ਨਾਮ ਤੋਂ ਪਤਾ ਲੱਗਦਾ ਹੈ, ਆਪਟੀਕਲ ਤੱਤ ਦੀ ਸਤਹ ਦੀ ਬਣਤਰ ਨੂੰ ਬਦਲਣ ਦੀ ਜ਼ਰੂਰਤ ਹੈ, ਤਾਂ ਜੋ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਪ੍ਰਗਟ ਕੀਤਾ ਜਾ ਸਕੇ ਜਿਸਦਾ ਨਿਰੀਖਣ ਕਰਨਾ ਆਸਾਨ ਨਹੀਂ ਹੈ, ਅਤੇ ਫਿਰ ਨਿਗਰਾਨੀ ਕਰਨ ਲਈ ਇੱਕ ਮਾਈਕ੍ਰੋਸਕੋਪ ਅਤੇ ਹੋਰ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਮਾਪ ਵਿਧੀ, ਇਹ ਵਿਧੀ ਆਮ ਤੌਰ 'ਤੇ ਸਮਾਂ ਬਰਬਾਦ ਕਰਨ ਵਾਲੀ ਹੁੰਦੀ ਹੈ, ਪਰ ਇਸਦੇ ਮਾਪ ਦੇ ਨਤੀਜੇ ਭਰੋਸੇਯੋਗ ਅਤੇ ਸਹੀ ਹੁੰਦੇ ਹਨ। ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਮਾਪ ਵਿਧੀਆਂ, ਜੋ ਕਿ ਕੰਪੋਨੈਂਟ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਵਾਧੂ ਨੁਕਸਾਨ ਨਹੀਂ ਪਹੁੰਚਾਉਂਦੀਆਂ, ਸਤਹੀ ਨੁਕਸਾਨ ਦੀ ਪਰਤ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ ਰੌਸ਼ਨੀ, ਧੁਨੀ ਜਾਂ ਹੋਰ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਤਰੰਗਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੀਆਂ ਹਨ, ਅਤੇ ਪਰਤ ਦੇ ਆਕਾਰ ਦਾ ਮੁਲਾਂਕਣ ਕਰਨ ਲਈ ਪਰਤ ਵਿੱਚ ਹੋਣ ਵਾਲੀਆਂ ਸੰਪੱਤੀ ਤਬਦੀਲੀਆਂ ਦੀ ਮਾਤਰਾ ਦੀ ਵਰਤੋਂ ਕਰਦੀਆਂ ਹਨ। SSD, ਅਜਿਹੇ ਢੰਗ ਮੁਕਾਬਲਤਨ ਸੁਵਿਧਾਜਨਕ ਅਤੇ ਤੇਜ਼ ਹੁੰਦੇ ਹਨ, ਪਰ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਗੁਣਾਤਮਕ ਨਿਰੀਖਣ ਹੁੰਦੇ ਹਨ। ਇਸ ਵਰਗੀਕਰਨ ਦੇ ਅਨੁਸਾਰ, ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਲਈ ਮੌਜੂਦਾ ਖੋਜ ਵਿਧੀਆਂ ਨੂੰ ਹੇਠਾਂ ਦਿੱਤੇ ਚਿੱਤਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ:

ਸਤ੍ਹਾ ਦੇ ਨੁਕਸਾਨ ਦਾ ਪਤਾ ਲਗਾਉਣ ਦੇ ਤਰੀਕਿਆਂ ਦਾ ਵਰਗੀਕਰਨ ਅਤੇ ਸੰਖੇਪ
ਇਹਨਾਂ ਮਾਪ ਦੇ ਤਰੀਕਿਆਂ ਦਾ ਸੰਖੇਪ ਵਰਣਨ ਹੇਠਾਂ ਦਿੱਤਾ ਗਿਆ ਹੈ:
A. ਵਿਨਾਸ਼ਕਾਰੀ ਢੰਗ
a) ਪਾਲਿਸ਼ਿੰਗ ਵਿਧੀ
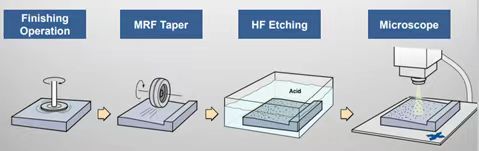
ਮੈਗਨੇਟੋਰਿਓਲੋਜੀਕਲ ਪਾਲਿਸ਼ਿੰਗ ਦੀ ਦਿੱਖ ਤੋਂ ਪਹਿਲਾਂ, ਆਪਟੀਕਲ ਕਰਮਚਾਰੀ ਆਮ ਤੌਰ 'ਤੇ ਆਪਟੀਕਲ ਕੰਪੋਨੈਂਟਸ ਦੇ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ ਕਰਨ ਲਈ ਟੇਪਰ ਪਾਲਿਸ਼ਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਨ, ਅਰਥਾਤ, ਇੱਕ ਤਿਰਛੀ ਅੰਦਰੂਨੀ ਸਤਹ ਬਣਾਉਣ ਲਈ ਇੱਕ ਤਿਰਛੇ ਕੋਣ ਦੇ ਨਾਲ ਆਪਟੀਕਲ ਸਤਹ ਨੂੰ ਕੱਟਣਾ, ਅਤੇ ਫਿਰ ਤਿਰਛੀ ਸਤਹ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ। ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਮੰਨਿਆ ਜਾਂਦਾ ਹੈ ਕਿ ਪਾਲਿਸ਼ ਕਰਨ ਨਾਲ ਮੂਲ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਹੋਰ ਨਹੀਂ ਵਧਾਇਆ ਜਾਵੇਗਾ। SSD ਪਰਤ ਦੀਆਂ ਦਰਾਰਾਂ ਨੂੰ ਰਸਾਇਣਕ ਰੀਐਜੈਂਟਸ ਨਾਲ ਡੁੱਬਣ ਵਾਲੇ ਖੋਰ ਦੁਆਰਾ ਵਧੇਰੇ ਸਪੱਸ਼ਟ ਤੌਰ 'ਤੇ ਪ੍ਰਗਟ ਕੀਤਾ ਜਾਵੇਗਾ। ਉਪ-ਸਤਹੀ ਨੁਕਸਾਨ ਪਰਤ ਦੀ ਡੂੰਘਾਈ, ਲੰਬਾਈ ਅਤੇ ਹੋਰ ਜਾਣਕਾਰੀ ਨੂੰ ਡੁੱਬਣ ਤੋਂ ਬਾਅਦ ਝੁਕੀ ਹੋਈ ਸਤਹ ਦੇ ਆਪਟੀਕਲ ਨਿਰੀਖਣ ਦੁਆਰਾ ਮਾਪਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਬਾਅਦ ਵਿੱਚ, ਵਿਗਿਆਨੀਆਂ ਨੇ ਬਾਲ ਡਿੰਪਲਿੰਗ ਵਿਧੀ (ਬਾਲ ਡਿੰਪਲਿੰਗ) ਦੀ ਖੋਜ ਕੀਤੀ, ਜੋ ਕਿ ਇੱਕ ਗੋਲਾਕਾਰ ਪਾਲਿਸ਼ਿੰਗ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਸਤ੍ਹਾ ਨੂੰ ਪੀਸਣ ਤੋਂ ਬਾਅਦ ਪਾਲਿਸ਼ ਕਰਨ ਲਈ, ਇੱਕ ਟੋਏ ਨੂੰ ਬਾਹਰ ਸੁੱਟਣ ਲਈ, ਟੋਏ ਦੀ ਡੂੰਘਾਈ ਜਿੰਨੀ ਸੰਭਵ ਹੋ ਸਕੇ ਡੂੰਘੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਤਾਂ ਜੋ ਵਿਸ਼ਲੇਸ਼ਣ ਟੋਏ ਦੇ ਪਾਸੇ ਦੇ ਮੂਲ ਸਤਹ ਦੀ ਸਤਹ ਨੂੰ ਨੁਕਸਾਨ ਦੀ ਜਾਣਕਾਰੀ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦਾ ਹੈ.
ਆਪਟੀਕਲ ਤੱਤਾਂ ਦੇ ਸਤਹੀ ਨੁਕਸਾਨ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ ਆਮ ਤਰੀਕੇ
ਮੈਗਨੇਟੋਰੋਲੋਜੀਕਲ ਪਾਲਿਸ਼ਿੰਗ (MRF) ਇੱਕ ਤਕਨੀਕ ਹੈ ਜੋ ਆਪਟੀਕਲ ਕੰਪੋਨੈਂਟਸ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨ ਲਈ ਇੱਕ ਚੁੰਬਕੀ ਤਰਲ ਪੱਟੀ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਜੋ ਕਿ ਰਵਾਇਤੀ ਅਸਫਾਲਟ/ਪੌਲੀਯੂਰੇਥੇਨ ਪਾਲਿਸ਼ਿੰਗ ਤੋਂ ਵੱਖਰੀ ਹੈ। ਰਵਾਇਤੀ ਪਾਲਿਸ਼ਿੰਗ ਵਿਧੀ ਵਿੱਚ, ਪੋਲਿਸ਼ਿੰਗ ਟੂਲ ਆਮ ਤੌਰ 'ਤੇ ਆਪਟੀਕਲ ਸਤਹ 'ਤੇ ਇੱਕ ਵੱਡੀ ਸਾਧਾਰਨ ਸ਼ਕਤੀ ਦਾ ਅਭਿਆਸ ਕਰਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਮਿਸਟਰ ਪਾਲਿਸ਼ਿੰਗ ਸਪਰਸ਼ ਦਿਸ਼ਾ ਵਿੱਚ ਆਪਟੀਕਲ ਸਤਹ ਨੂੰ ਹਟਾਉਂਦੀ ਹੈ, ਇਸਲਈ ਮਿਸਟਰ ਪਾਲਿਸ਼ਿੰਗ ਆਪਟੀਕਲ ਸਤਹ ਦੇ ਮੂਲ ਉਪ-ਸਤਹ ਨੁਕਸਾਨ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਨਹੀਂ ਬਦਲਦੀ ਹੈ। ਇਸ ਲਈ, ਮਿਸਟਰ ਪਾਲਿਸ਼ਿੰਗ ਦੀ ਵਰਤੋਂ ਆਪਟੀਕਲ ਸਤਹ 'ਤੇ ਇੱਕ ਝਰੀ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਫਿਰ ਪੋਲਿਸ਼ਿੰਗ ਖੇਤਰ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਅਸਲੀ ਆਪਟੀਕਲ ਸਤਹ ਦੇ ਸਤਹੀ ਨੁਕਸਾਨ ਦੇ ਆਕਾਰ ਦਾ ਮੁਲਾਂਕਣ ਕੀਤਾ ਜਾ ਸਕੇ।
a) ਬਲਾਕ ਗਲੂਇੰਗ ਵਿਧੀ
ਇਹ ਵਿਧੀ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਵੀ ਵਰਤੀ ਗਈ ਹੈ। ਵਾਸਤਵ ਵਿੱਚ, ਇੱਕੋ ਆਕਾਰ ਅਤੇ ਸਮੱਗਰੀ ਦੇ ਨਾਲ ਇੱਕ ਵਰਗ ਨਮੂਨਾ ਚੁਣੋ, ਨਮੂਨੇ ਦੀਆਂ ਦੋ ਸਤਹਾਂ ਨੂੰ ਪਾਲਿਸ਼ ਕਰੋ, ਅਤੇ ਫਿਰ ਨਮੂਨੇ ਦੀਆਂ ਦੋ ਪਾਲਿਸ਼ ਕੀਤੀਆਂ ਸਤਹਾਂ ਨੂੰ ਇਕੱਠੇ ਗੂੰਦ ਕਰਨ ਲਈ ਅਡੈਸਿਵ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਅਤੇ ਫਿਰ ਦੋਵਾਂ ਨਮੂਨਿਆਂ ਦੇ ਪਾਸਿਆਂ ਨੂੰ ਇੱਕੋ ਥਾਂ 'ਤੇ ਪੀਸੋ। ਸਮਾਂ ਪੀਸਣ ਤੋਂ ਬਾਅਦ, ਦੋ ਵਰਗ ਨਮੂਨਿਆਂ ਨੂੰ ਵੱਖ ਕਰਨ ਲਈ ਰਸਾਇਣਕ ਰੀਐਜੈਂਟਸ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇੱਕ ਮਾਈਕ੍ਰੋਸਕੋਪ ਨਾਲ ਵੱਖ ਕੀਤੀ ਪਾਲਿਸ਼ ਕੀਤੀ ਸਤਹ ਨੂੰ ਦੇਖ ਕੇ ਪੀਸਣ ਦੇ ਪੜਾਅ ਦੇ ਕਾਰਨ ਉਪ-ਸਤਹੀ ਦੇ ਨੁਕਸਾਨ ਦੇ ਆਕਾਰ ਦਾ ਮੁਲਾਂਕਣ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਵਿਧੀ ਦੀ ਪ੍ਰਕਿਰਿਆ ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹੈ:
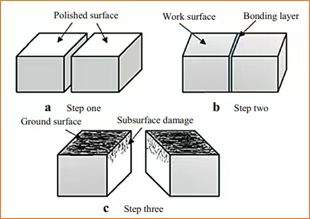
ਬਲਾਕ ਅਡੈਸਿਵ ਵਿਧੀ ਦੁਆਰਾ ਉਪ ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦਾ ਪਤਾ ਲਗਾਉਣ ਦਾ ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ
ਇਸ ਵਿਧੀ ਦੀਆਂ ਕੁਝ ਸੀਮਾਵਾਂ ਹਨ। ਕਿਉਂਕਿ ਇੱਕ ਸਟਿੱਕੀ ਸਤ੍ਹਾ ਹੈ, ਸਟਿੱਕੀ ਸਤਹ ਦੀ ਸਥਿਤੀ ਪੀਸਣ ਤੋਂ ਬਾਅਦ ਸਮੱਗਰੀ ਦੇ ਅੰਦਰ ਅਸਲ ਸਤਹੀ ਨੁਕਸਾਨ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਨਹੀਂ ਦਰਸਾ ਸਕਦੀ ਹੈ, ਇਸਲਈ ਮਾਪ ਦੇ ਨਤੀਜੇ ਸਿਰਫ ਇੱਕ ਹੱਦ ਤੱਕ SSD ਸਥਿਤੀ ਨੂੰ ਦਰਸਾ ਸਕਦੇ ਹਨ।
a) ਕੈਮੀਕਲ ਐਚਿੰਗ
ਇਹ ਵਿਧੀ ਆਪਟੀਕਲ ਸਤਹ ਦੀ ਖਰਾਬ ਪਰਤ ਨੂੰ ਮਿਟਾਉਣ ਲਈ ਢੁਕਵੇਂ ਰਸਾਇਣਕ ਏਜੰਟਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। ਕਟੌਤੀ ਦੀ ਪ੍ਰਕਿਰਿਆ ਪੂਰੀ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦਾ ਮੁਲਾਂਕਣ ਕੰਪੋਨੈਂਟ ਸਤਹ ਦੀ ਸਤਹ ਦੀ ਸ਼ਕਲ ਅਤੇ ਖੁਰਦਰਾਪਣ ਅਤੇ ਇਰੋਸ਼ਨ ਦਰ ਦੇ ਸੂਚਕਾਂਕ ਤਬਦੀਲੀ ਦੁਆਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਰਸਾਇਣਕ ਰੀਐਜੈਂਟ ਹਾਈਡ੍ਰੋਫਲੋਰਿਕ ਐਸਿਡ (HF), ਅਮੋਨੀਅਮ ਹਾਈਡ੍ਰੋਜਨ ਫਲੋਰਾਈਡ (NH4HF) ਅਤੇ ਹੋਰ ਖਰਾਬ ਕਰਨ ਵਾਲੇ ਏਜੰਟ ਹਨ।
b) ਕਰਾਸ ਸੈਕਸ਼ਨ ਵਿਧੀ
ਨਮੂਨੇ ਨੂੰ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਸਕੈਨਿੰਗ ਇਲੈਕਟ੍ਰੌਨ ਮਾਈਕ੍ਰੋਸਕੋਪ ਦੀ ਵਰਤੋਂ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਸਤ੍ਹਾ ਦੇ ਨੁਕਸਾਨ ਦੇ ਆਕਾਰ ਨੂੰ ਵੇਖਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
c) ਡਾਈ ਗਰਭਪਾਤ ਵਿਧੀ
ਕਿਉਂਕਿ ਜ਼ਮੀਨੀ ਆਪਟੀਕਲ ਤੱਤ ਦੀ ਸਤਹ ਪਰਤ ਵਿੱਚ ਮਾਈਕ੍ਰੋਕ੍ਰੈਕ ਦੀ ਇੱਕ ਵੱਡੀ ਗਿਣਤੀ ਹੁੰਦੀ ਹੈ, ਰੰਗ ਜੋ ਆਪਟੀਕਲ ਸਬਸਟਰੇਟ ਦੇ ਨਾਲ ਇੱਕ ਰੰਗ ਵਿਪਰੀਤ ਬਣ ਸਕਦੇ ਹਨ ਜਾਂ ਸਬਸਟਰੇਟ ਦੇ ਨਾਲ ਵਿਪਰੀਤ ਨੂੰ ਸਮੱਗਰੀ ਵਿੱਚ ਦਬਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। ਜੇ ਸਬਸਟਰੇਟ ਵਿੱਚ ਇੱਕ ਗੂੜ੍ਹੀ ਸਮੱਗਰੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਫਲੋਰੋਸੈਂਟ ਰੰਗਾਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਫਿਰ ਆਸਾਨੀ ਨਾਲ ਆਪਟੀਕਲ ਜਾਂ ਇਲੈਕਟ੍ਰੌਨਿਕ ਤਰੀਕੇ ਨਾਲ ਜਾਂਚਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਕਿਉਂਕਿ ਚੀਰ ਆਮ ਤੌਰ 'ਤੇ ਬਹੁਤ ਬਾਰੀਕ ਹੁੰਦੀਆਂ ਹਨ ਅਤੇ ਸਮੱਗਰੀ ਦੇ ਅੰਦਰ, ਜਦੋਂ ਡਾਈ ਦੇ ਪ੍ਰਵੇਸ਼ ਦੀ ਡੂੰਘਾਈ ਕਾਫ਼ੀ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਇਹ ਮਾਈਕ੍ਰੋਕ੍ਰੈਕ ਦੀ ਅਸਲ ਡੂੰਘਾਈ ਨੂੰ ਦਰਸਾਉਂਦੀ ਨਹੀਂ ਹੋ ਸਕਦੀ। ਦਰਾੜ ਦੀ ਡੂੰਘਾਈ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਸਹੀ ਢੰਗ ਨਾਲ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, ਰੰਗਾਂ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਨ ਲਈ ਕਈ ਤਰੀਕਿਆਂ ਦੀ ਤਜਵੀਜ਼ ਕੀਤੀ ਗਈ ਹੈ: ਮਕੈਨੀਕਲ ਪ੍ਰੀਪ੍ਰੈਸਿੰਗ ਅਤੇ ਕੋਲਡ ਆਈਸੋਸਟੈਟਿਕ ਪ੍ਰੈੱਸਿੰਗ, ਅਤੇ ਬਹੁਤ ਘੱਟ ਗਾੜ੍ਹਾਪਣ 'ਤੇ ਡਾਈ ਦੇ ਨਿਸ਼ਾਨਾਂ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ ਇਲੈਕਟ੍ਰੋਨ ਪ੍ਰੋਬ ਮਾਈਕ੍ਰੋਐਨਾਲਿਸਿਸ (EPMA) ਦੀ ਵਰਤੋਂ।
ਬੀ, ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਢੰਗ
a) ਅਨੁਮਾਨ ਵਿਧੀ
ਅੰਦਾਜ਼ਾ ਲਗਾਉਣ ਦੀ ਵਿਧੀ ਮੁੱਖ ਤੌਰ 'ਤੇ ਘਟੀਆ ਸਮੱਗਰੀ ਦੇ ਕਣ ਦੇ ਆਕਾਰ ਦੇ ਆਕਾਰ ਅਤੇ ਹਿੱਸੇ ਦੀ ਸਤਹ ਦੀ ਖੁਰਦਰੀ ਦੇ ਆਕਾਰ ਦੇ ਅਨੁਸਾਰ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੀ ਡੂੰਘਾਈ ਦਾ ਅਨੁਮਾਨ ਲਗਾਉਂਦੀ ਹੈ। ਖੋਜਕਰਤਾ ਘਬਰਾਹਟ ਸਮੱਗਰੀ ਦੇ ਕਣ ਦੇ ਆਕਾਰ ਅਤੇ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੀ ਡੂੰਘਾਈ ਦੇ ਨਾਲ-ਨਾਲ ਕੰਪੋਨੈਂਟ ਦੀ ਸਤਹ ਦੀ ਖੁਰਦਰੀ ਦੇ ਆਕਾਰ ਅਤੇ ਉਪ-ਸਤਰ ਦੇ ਵਿਚਕਾਰ ਮੇਲ ਖਾਂਦੀ ਸਾਰਣੀ ਦੇ ਵਿਚਕਾਰ ਅਨੁਸਾਰੀ ਸਬੰਧ ਸਥਾਪਤ ਕਰਨ ਲਈ ਬਹੁਤ ਸਾਰੇ ਟੈਸਟਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ। ਸਤਹ ਨੂੰ ਨੁਕਸਾਨ. ਮੌਜੂਦਾ ਕੰਪੋਨੈਂਟ ਸਤਹ ਦੇ ਉਪ-ਸਤਹੀ ਨੁਕਸਾਨ ਦਾ ਅੰਦਾਜ਼ਾ ਉਹਨਾਂ ਦੇ ਪੱਤਰ-ਵਿਹਾਰ ਦੁਆਰਾ ਲਗਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
b) ਆਪਟੀਕਲ ਕੋਹੇਰੈਂਸ ਟੋਮੋਗ੍ਰਾਫੀ (OCT)
ਆਪਟੀਕਲ ਕੋਹੇਰੈਂਸ ਟੋਮੋਗ੍ਰਾਫੀ, ਜਿਸਦਾ ਮੂਲ ਸਿਧਾਂਤ ਮਾਈਕਲਸਨ ਦਖਲਅੰਦਾਜ਼ੀ ਹੈ, ਪ੍ਰਕਾਸ਼ ਦੀਆਂ ਦੋ ਬੀਮਾਂ ਦੇ ਦਖਲਅੰਦਾਜ਼ੀ ਸੰਕੇਤਾਂ ਦੁਆਰਾ ਮਾਪੀ ਗਈ ਜਾਣਕਾਰੀ ਦਾ ਮੁਲਾਂਕਣ ਕਰਦਾ ਹੈ। ਇਹ ਤਕਨੀਕ ਆਮ ਤੌਰ 'ਤੇ ਜੀਵ-ਵਿਗਿਆਨਕ ਟਿਸ਼ੂਆਂ ਦਾ ਨਿਰੀਖਣ ਕਰਨ ਅਤੇ ਟਿਸ਼ੂ ਦੇ ਉਪ-ਸਤਹੀ ਢਾਂਚੇ ਦੀ ਕਰਾਸ-ਸੈਕਸ਼ਨਲ ਟੋਮੋਗ੍ਰਾਫੀ ਦੇਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਜਦੋਂ ਓਸੀਟੀ ਤਕਨੀਕ ਦੀ ਵਰਤੋਂ ਆਪਟੀਕਲ ਸਤਹ ਦੇ ਸਤਹੀ ਨੁਕਸਾਨ ਨੂੰ ਦੇਖਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਮਾਪੇ ਗਏ ਨਮੂਨੇ ਦੇ ਰਿਫ੍ਰੈਕਟਿਵ ਇੰਡੈਕਸ ਪੈਰਾਮੀਟਰ ਨੂੰ ਅਸਲ ਚੀਰ ਦੀ ਡੂੰਘਾਈ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵਿਚਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਵਿਧੀ ਕਥਿਤ ਤੌਰ 'ਤੇ 20μm ਤੋਂ ਬਿਹਤਰ ਦੇ ਲੰਬਕਾਰੀ ਰੈਜ਼ੋਲਿਊਸ਼ਨ ਦੇ ਨਾਲ 500μm ਦੀ ਡੂੰਘਾਈ 'ਤੇ ਨੁਕਸ ਦਾ ਪਤਾ ਲਗਾ ਸਕਦੀ ਹੈ। ਹਾਲਾਂਕਿ, ਜਦੋਂ ਇਸਦੀ ਵਰਤੋਂ ਆਪਟੀਕਲ ਸਮੱਗਰੀਆਂ ਦੀ SSD ਖੋਜ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ SSD ਪਰਤ ਤੋਂ ਪ੍ਰਤੀਬਿੰਬਿਤ ਰੋਸ਼ਨੀ ਮੁਕਾਬਲਤਨ ਕਮਜ਼ੋਰ ਹੁੰਦੀ ਹੈ, ਇਸਲਈ ਦਖਲਅੰਦਾਜ਼ੀ ਬਣਾਉਣਾ ਮੁਸ਼ਕਲ ਹੁੰਦਾ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਸਤ੍ਹਾ ਦੇ ਖਿੰਡੇ ਹੋਏ ਮਾਪ ਦੇ ਨਤੀਜਿਆਂ ਨੂੰ ਵੀ ਪ੍ਰਭਾਵਿਤ ਕਰੇਗਾ, ਅਤੇ ਮਾਪ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਸੁਧਾਰਨ ਦੀ ਲੋੜ ਹੈ।
c) ਲੇਜ਼ਰ ਸਕੈਟਰਿੰਗ ਵਿਧੀ
ਫੋਟੋਮੈਟ੍ਰਿਕ ਸਤਹ 'ਤੇ ਲੇਜ਼ਰ ਕਿਰਨੀਕਰਨ, ਲੇਜ਼ਰ ਦੀਆਂ ਖਿੰਡਾਉਣ ਵਾਲੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੇ ਆਕਾਰ ਦਾ ਮੁਲਾਂਕਣ ਕਰਨ ਲਈ, ਵੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਅਧਿਐਨ ਕੀਤਾ ਗਿਆ ਹੈ। ਆਮ ਲੋਕਾਂ ਵਿੱਚ ਟੋਟਲ ਇੰਟਰਨਲ ਰਿਫੈਕਸ਼ਨ ਮਾਈਕ੍ਰੋਸਕੋਪੀ (TIRM), ਕਨਫੋਕਲ ਲੇਜ਼ਰ ਸਕੈਨਿੰਗ ਮਾਈਕ੍ਰੋਸਕੋਪੀ (CLSM), ਅਤੇ ਇੰਟਰਸੈਕਟਿੰਗ ਪੋਲਰਾਈਜ਼ੇਸ਼ਨ ਕਨਫੋਕਲ ਮਾਈਕ੍ਰੋਸਕੋਪੀ (CPCM) ਸ਼ਾਮਲ ਹਨ। ਕਰਾਸ-ਪੋਲਰਾਈਜ਼ੇਸ਼ਨ ਕਨਫੋਕਲ ਮਾਈਕ੍ਰੋਸਕੋਪੀ, ਆਦਿ
d) ਧੁਨੀ ਮਾਈਕ੍ਰੋਸਕੋਪ ਨੂੰ ਸਕੈਨ ਕਰਨਾ
ਸਕੈਨਿੰਗ ਐਕੋਸਟਿਕ ਮਾਈਕ੍ਰੋਸਕੋਪੀ (SAM), ਇੱਕ ਅਲਟਰਾਸੋਨਿਕ ਖੋਜ ਵਿਧੀ ਵਜੋਂ, ਇੱਕ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ ਵਿਧੀ ਹੈ ਜੋ ਅੰਦਰੂਨੀ ਨੁਕਸ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਵਿਧੀ ਆਮ ਤੌਰ 'ਤੇ ਨਿਰਵਿਘਨ ਸਤਹਾਂ ਵਾਲੇ ਨਮੂਨਿਆਂ ਨੂੰ ਮਾਪਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਜਦੋਂ ਨਮੂਨੇ ਦੀ ਸਤ੍ਹਾ ਬਹੁਤ ਖੁਰਦਰੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਸਤਹ ਦੀਆਂ ਖਿੰਡੀਆਂ ਤਰੰਗਾਂ ਦੇ ਪ੍ਰਭਾਵ ਕਾਰਨ ਮਾਪ ਦੀ ਸ਼ੁੱਧਤਾ ਘਟ ਜਾਵੇਗੀ।
3 ਸਤਹੀ ਨੁਕਸਾਨ ਨਿਯੰਤਰਣ ਦੇ ਤਰੀਕੇ
ਆਪਟੀਕਲ ਕੰਪੋਨੈਂਟਸ ਦੇ ਸਬਸਰਫੇਸ ਨੁਕਸਾਨ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕਰਨਾ ਅਤੇ ਐਸਐਸਡੀਐਸ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਹਟਾਉਣ ਵਾਲੇ ਭਾਗਾਂ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨਾ ਸਾਡਾ ਅੰਤਮ ਟੀਚਾ ਹੈ। ਆਮ ਹਾਲਤਾਂ ਵਿੱਚ, ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੀ ਡੂੰਘਾਈ ਘਬਰਾਹਟ ਵਾਲੇ ਕਣ ਦੇ ਆਕਾਰ ਦੇ ਅਨੁਪਾਤੀ ਹੁੰਦੀ ਹੈ, ਘਬਰਾਹਟ ਦੇ ਕਣ ਦਾ ਆਕਾਰ ਜਿੰਨਾ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਉਪ-ਸਤਹ ਦਾ ਨੁਕਸਾਨ ਓਨਾ ਹੀ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਇਸਲਈ, ਪੀਸਣ ਦੀ ਗ੍ਰੈਨਿਊਲਿਟੀ ਨੂੰ ਘਟਾ ਕੇ, ਅਤੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਪੀਹਣਾ, ਤੁਸੀਂ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਦੀ ਡਿਗਰੀ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਸੁਧਾਰ ਸਕਦੇ ਹੋ. ਪੜਾਵਾਂ ਵਿੱਚ ਉਪ-ਸਤਹੀ ਨੁਕਸਾਨ ਨਿਯੰਤਰਣ ਦਾ ਪ੍ਰੋਸੈਸਿੰਗ ਚਿੱਤਰ ਹੇਠਾਂ ਦਿੱਤੇ ਚਿੱਤਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ:
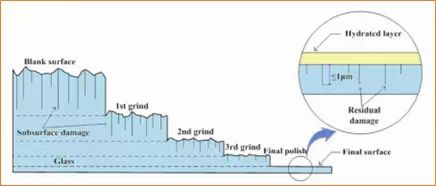
ਸਤ੍ਹਾ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਪੜਾਵਾਂ ਵਿੱਚ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ
ਪੀਹਣ ਦਾ ਪਹਿਲਾ ਪੜਾਅ ਖਾਲੀ ਸਤ੍ਹਾ 'ਤੇ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਹਟਾ ਦੇਵੇਗਾ ਅਤੇ ਇਸ ਪੜਾਅ 'ਤੇ ਇੱਕ ਨਵੀਂ ਉਪ-ਸਤਹੀ ਪੈਦਾ ਕਰੇਗਾ, ਅਤੇ ਫਿਰ ਪੀਸਣ ਦੇ ਦੂਜੇ ਪੜਾਅ ਵਿੱਚ, ਪਹਿਲੇ ਪੜਾਅ ਵਿੱਚ ਪੈਦਾ ਹੋਏ SSD ਨੂੰ ਹਟਾਉਣਾ ਅਤੇ ਨਵੀਂ ਉਪ-ਸਤਹੀ ਨੁਕਸਾਨ ਪੈਦਾ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ। ਦੁਬਾਰਾ, ਬਦਲੇ ਵਿੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਕਰੋ, ਅਤੇ ਕਣ ਦੇ ਆਕਾਰ ਅਤੇ ਘਬਰਾਹਟ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰੋ, ਅਤੇ ਅੰਤ ਵਿੱਚ ਉਮੀਦ ਕੀਤੀ ਆਪਟੀਕਲ ਸਤਹ ਪ੍ਰਾਪਤ ਕਰੋ। ਇਹ ਪ੍ਰੋਸੈਸਿੰਗ ਰਣਨੀਤੀ ਵੀ ਹੈ ਜਿਸਦਾ ਆਪਟੀਕਲ ਨਿਰਮਾਣ ਸੈਂਕੜੇ ਸਾਲਾਂ ਤੋਂ ਅਨੁਸਰਣ ਕਰ ਰਿਹਾ ਹੈ।
ਇਸ ਤੋਂ ਇਲਾਵਾ, ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ, ਹਿੱਸੇ ਦੀ ਸਤਹ ਨੂੰ ਅਚਾਰ ਨਾਲ ਉਪ-ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਪ੍ਰਭਾਵੀ ਢੰਗ ਨਾਲ ਹਟਾ ਦਿੱਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।
ਸੰਪਰਕ:
Email:jasmine@pliroptics.com ;
ਫੋਨ/ਵਟਸਐਪ/ਵੀਚੈਟ: 86 19013265659
ਵੈੱਬ:www.pliroptics.com
ਸ਼ਾਮਲ ਕਰੋ: ਬਿਲਡਿੰਗ 1, ਨੰਬਰ 1558, ਇੰਟੈਲੀਜੈਂਸ ਰੋਡ, ਕਿੰਗਬਾਈਜਿਆਂਗ, ਚੇਂਗਦੂ, ਸਿਚੁਆਨ, ਚੀਨ
ਪੋਸਟ ਟਾਈਮ: ਅਪ੍ਰੈਲ-18-2024




