
Спецификация поверхности
Качество поверхности
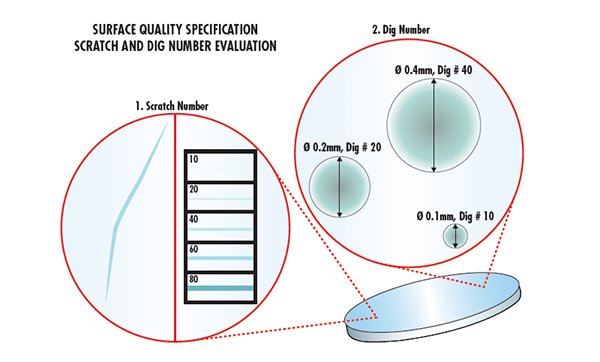
Качество оптической поверхности используется для измерения характеристик поверхности оптического изделия и учитывает ряд дефектов, таких как царапины и ямки. Большинство этих дефектов поверхности носят чисто косметический характер и не оказывают существенного влияния на производительность системы, однако могут привести к небольшому падению пропускной способности системы и более мелкому рассеянию рассеянного света. Однако некоторые поверхности будут более чувствительны к этим эффектам, например: поверхности с плоскостями изображения, где эти недостатки могут создавать фокусировку, и поверхности с высокими уровнями мощности, где эти недостатки могут увеличить поглощение энергии и испортить оптическое изделие. Наиболее часто используемой спецификацией качества поверхности является спецификация царапин и точечной коррозии, представленная MIL-PRF-13830B. Названия царапин определяются путем сравнения царапин на поверхности с серией стандартных царапин, полученных в условиях контролируемого освещения. Таким образом, вместо описания реальных царапин, название царапины сравнивает их со стандартными царапинами, основанными на спецификациях MIL. Однако названия ям напрямую относятся к точкам или ямкам на поверхности. Названия ямок рассчитываются путем деления диаметра ямки в микронах на 10. Обычно значение ямки от 80 до 50 считается стандартным качеством, от 60 до 40 — точным качеством, а от 20 до 10 — высокой точностью. качество.
Ровность поверхности
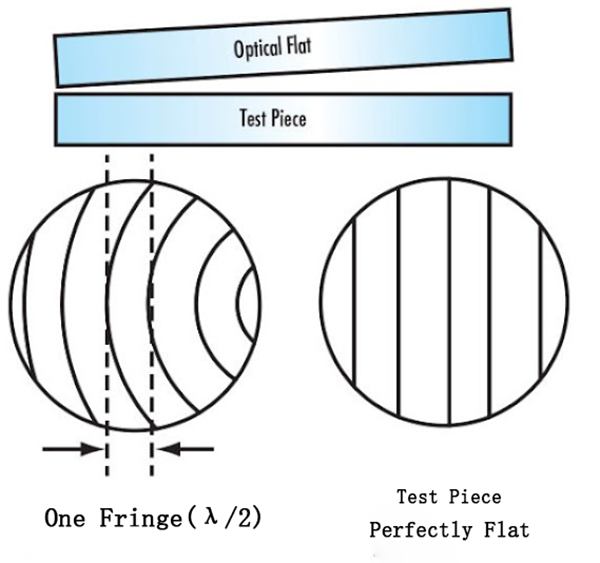
p>Плоскостность поверхности — это тип спецификации, которая измеряет точность поверхности и используется для измерения отклонения плоских поверхностей, таких как зеркала, оконные детали,призмыили плоские зеркала. Это отклонение можно измерить с помощью оптического плоского кристалла, который представляет собой высококачественную высокоточную опорную плоскость, используемую для сравнения гладкости образцов. При прижатии плоскости испытуемого оптического изделия к оптике появляются полосы, форма которых свидетельствует о гладкости поверхности испытуемого оптического изделия. Если полосы расположены на одинаковом расстоянии друг от друга и представляют собой параллельные прямые линии, то испытуемая оптическая поверхность является, по крайней мере, такой же плоской, как эталонный оптический плоский кристалл. Если полосы изогнуты, количество полос между двумя пунктирными линиями (одна пунктирная линия касается середины полосы, а другая пунктирная линия проходит через конечную точку той же полосы) указывает на ошибку плавности. Отклонения в плавности обычно измеряются через значения пульсаций (λ), которые состоят из нескольких длин волн тестового источника. Одна полоска соответствует половине длины волны. Гладкость 1λ указывает на средний уровень качества; гладкость λ/4 указывает на точный уровень качества; а гладкость λ/20 указывает на высокий уровень качества точности.
Номер диафрагмы
Число апертуры — это тип спецификации, которая измеряет точность поверхности и применима к изогнутым оптическим поверхностям или поверхностям с увеличением. Проверка числа отверстий аналогична проверке плоскостности в том смысле, что она сравнивает поверхность с эталонной поверхностью с радиусом кривизны коллегиальной точности. Используя тот же принцип интерференции, создаваемый зазором между этими двумя поверхностями, интерференционная картина полос используется для характеристики отклонения между испытательной поверхностью и эталонной поверхностью. Отклонение от эталона приведет к появлению серии колец, называемых кольцами Ньютона. Чем больше колец присутствует, тем больше отклонение. Количество темных или ярких колец, а не общее количество темных и ярких колец, равно удвоенной ошибке длины волны.
Неравномерность
Неравномерность — это тип спецификации, которая измеряет точность поверхности и описывает отклонение формы поверхности от эталонной формы поверхности. Неравномерность измеряется так же, как и число диафрагмы. Неравномерность — это сферическая круглая полоса, образующаяся при сравнении испытуемой поверхности с эталонной поверхностью. Когда поверхность имеет апертурное число более 5 полос, будет сложно обнаружить небольшие неправильные формы размером менее 1 полосы. Поэтому принято задавать соотношение количества отверстий к неровности поверхности примерно 5:1.
Поверхностная обработка/шероховатость поверхности
Обработка поверхности, также известная как шероховатость поверхности, используется для измерения небольших неровностей поверхности. Обычно они являются результатом плохого процесса полировки. Шероховатые поверхности, как правило, более устойчивы к истиранию, чем гладкие поверхности, и могут не подходить для некоторых применений, особенно при использовании лазеров или в перегретых средах, из-за возможности возникновения незначительных разрывов или дефектов в месте зародышеобразования. Производственные допуски на чистовую обработку поверхности составляют 50 Å RMS для среднего качества, 20 Å RMS для точного качества и 5 Å RMS для высокого качества.
Для получения более подробной спецификации, пожалуйста, просмотрите нашкаталог оптикиили свяжитесь с нами для получения дополнительной информации.
Время публикации: 28 февраля 2024 г.




