
Спецификација површине
Квалитет површине
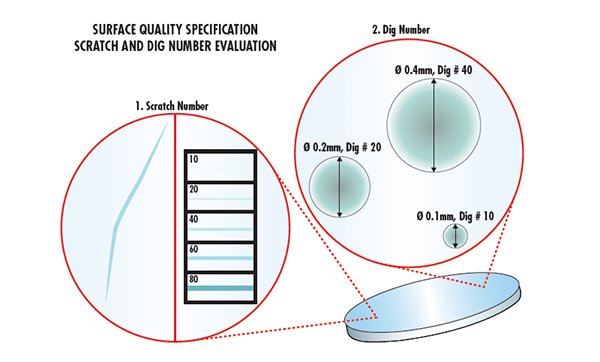
Квалитет оптичке површине се користи за мерење површинских карактеристика оптичког производа и покрива бројне несавршености као што су огреботине и удубљења. Већина ових површинских несавршености су чисто козметичке природе и не утичу у великој мери на перформансе система, иако могу да изазову мали пад у пропусности система и финије расипање расуте светлости. Међутим, неке површине ће бити осетљивије на ове ефекте, као што су: површине са равнима слике, где ове несавршености могу створити фокусирање, и површине са високим нивоима снаге, где ове несавршености могу повећати апсорпцију енергије и уништити оптички производ. Најчешће коришћена спецификација за квалитет површине је спецификација за огреботине и удубљења коју илуструје МИЛ-ПРФ-13830Б. Називи огреботина се одређују упоређивањем огреботина на површини са низом стандардних огреботина које се добијају под контролисаним условима осветљења. Стога, уместо да описује стварне огреботине на њима, назив огреботине их пореди са стандардним огреботинама на основу МИЛ спецификација. Називи јама се, међутим, директно односе на тачке или јаме на површини. Називи јама се израчунавају дељењем пречника јаме у микронима са 10. Типично, спецификација удубљења између 80 и 50 би се сматрала стандардним квалитетом, између 60 и 40 би био тачан квалитет, а између 20 и 10 би се сматрало високом прецизношћу квалитета.
Равност површине
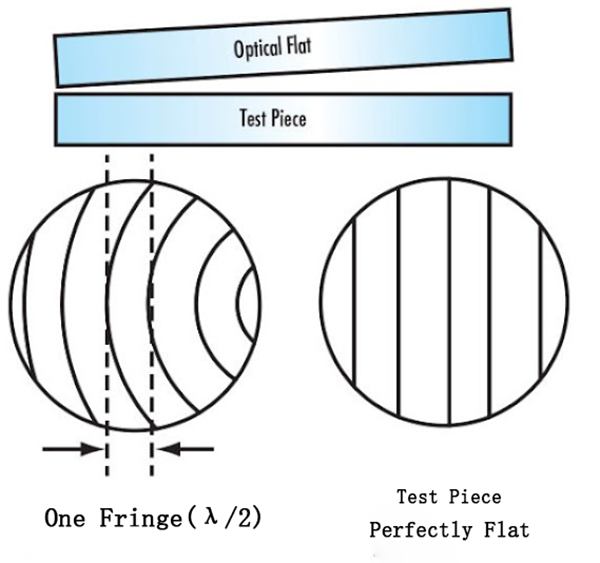
п>Равност површине је врста спецификације која мери тачност површине и користи се за мерење одступања равних површина као што су огледала, делови прозора,призме, или равна огледала. Ово одступање можете измерити помоћу оптичког равног кристала, који је висококвалитетна, прецизна референтна раван која се користи за упоређивање глаткоће узорака. Када се раван оптичког производа који се испитује прислони на оптику, појављују се пруге чији облик указује на глаткоћу површине оптичког производа који се тестира. Ако су пруге подједнако распоређене и паралелне су праве линије, онда је тестирана оптичка површина најмање равна као референтни оптички равни кристал. Ако су пруге закривљене, број пруга између две испрекидане линије (једна испрекидана линија тангента на средину траке, а друга испрекидана линија која пролази кроз крајњу тачку исте траке) указује на грешку глаткости. Одступања у глаткоћи се обично мере у смислу таласних вредности (λ), које се састоје од више таласних дужина тестног извора. Једна трака одговара ½ таласне дужине. Глаткоћа од 1λ указује на просечан ниво квалитета; глаткоћа λ/4 указује на тачан ниво квалитета; а глаткоћа λ/20 указује на висок ниво прецизности квалитета.
Број отвора бленде
Број отвора бленде је врста спецификације која мери тачност површине, која је применљива на закривљене оптичке површине или површине са снагом. Тест броја отвора је сличан тесту равности по томе што упоређује површину са референтном површином са заједничким тачним радијусом закривљености. Користећи исти принцип интерференције генерисан размаком између ове две површине, интерферентни образац пруга се користи за карактеризацију одступања између испитне површине и референтне површине. Одступање од референце ће произвести низ прстенова који се називају Њутнови прстенови. Што је више прстенова присутно, то је веће одступање. Број тамних или светлих прстенова, а не укупан број и тамних и светлих прстенова, једнак је двострукој грешци таласне дужине.
Неправилност
Неправилност је врста спецификације која мери тачност површине и описује одступање облика површине од референтног облика површине. Неправилност се мери на исти начин као и број отвора бленде. Неправилност је сферна кружна пруга настала упоређивањем испитне површине са референтном површином. Када површина има број отвора већи од 5 трака, биће тешко открити мале неправилне облике мање од 1 траке. Због тога је уобичајена пракса да се однос броја отвора и неравнине површине специфицира тако да буде приближно 5:1.
Завршна обрада/храпавост површине
Завршна обрада површине, такође позната као храпавост површине, користи се за мерење малих неправилности на површини. Обично су резултат лошег процеса полирања. Грубе површине имају тенденцију да буду отпорније на хабање од глатких површина и можда нису погодне за неке примене, посебно оне које користе ласере или у прегрејаним окружењима, због могућности мањих ломова или несавршености на месту нуклеације. Производне толеранције за завршну обраду површине су 50А РМС за просечан квалитет, 20А РМС за тачан квалитет и 5А РМС за висок квалитет.
За детаљније спецификације, погледајте нашекаталошка оптикаили или слободно нас контактирајте за више информација.
Време поста: 28. фебруар 2024




