
1 Yeraltı hasarının tanımı ve nedenleri
Optik bileşenlerin yüzey altı hasarından (SSD, yüzey altı hasarı) genellikle yoğun lazer sistemleri ve litografi makineleri gibi yüksek hassasiyetli optik uygulamalarda bahsedilir ve varlığı, optik bileşenlerin son işlem doğruluğunu kısıtlar ve görüntülemeyi daha da etkiler. Optik sistemlerin performansı bu nedenle yeterince dikkat edilmesi gerekmektedir. Yeraltı hasarı genellikle elemanın yüzeyindeki çatlaklar ve iç gerilim katmanları ile karakterize edilir; bunlar, yakın yüzey alanında malzeme bileşiminin bir miktar artık parçalanması ve deformasyonundan kaynaklanır. Yeraltı hasar modeli şu şekilde gösterilmektedir: üst katman cilalı tortu katmanıdır, ardından çatlak kusur katmanı ve gerilim deformasyon katmanı alt katmandır ve hasarsız malzeme katmanı en içteki katmandır. Bunlar arasında çatlak kusur tabakası ve gerilim deformasyon tabakası yüzey altı hasarlarıdır.
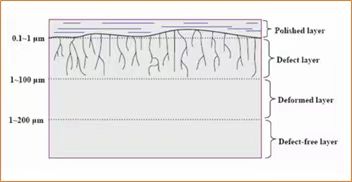
Optik malzemelerin yüzey altı hasar modeli
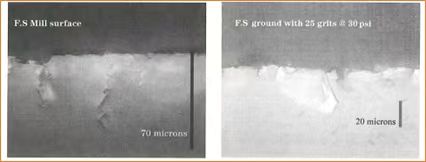
Malzemenin optik bileşenleri genellikle cam, seramik ve diğer sert ve kırılgan malzemelerdir; bileşenlerin erken işleme aşamasında frezeleme kalıplama, ince öğütme ve kaba cilalama işlemlerinden geçmesi gerekir; bu işlemlerde mekanik öğütme ve kimyasal reaksiyonlar meydana gelir. ve bir rol oynamak. Elemanın yüzeyi ile temas halinde olan aşındırıcı veya aşındırıcı alet, eşit olmayan parçacık boyutu özelliklerine sahiptir ve elemanın yüzeyindeki her bir temas noktasının kuvveti tekdüze değildir, bu nedenle dışbükey ve içbükey tabaka ve iç çatlak tabakası olacaktır. cam yüzeyde üretilebilir. Çatlak tabakada mevcut olan malzeme taşlama işlemi sırasında kırılan ancak yüzeyden düşmemiş olan bileşendir, dolayısıyla yüzey altı hasar oluşacaktır. Gevşek parçacıkların aşındırıcı taşlanması veya CNC taşlanması olsun, bu olay malzemenin yüzeyinde oluşacaktır. Yeraltı hasarının gerçek etkisi aşağıdaki şekilde gösterilmektedir:
Yer altı hasarı oluşturma
2 Yeraltı hasarı ölçüm yöntemleri
Yüzey altı hasarı göz ardı edilemeyeceği için optik bileşen üreticileri tarafından etkili bir şekilde kontrol edilmesi gerekir. Etkin bir şekilde kontrol etmek için, bileşenin yüzeyindeki yüzey altı hasarın boyutunu doğru bir şekilde tanımlamak ve tespit etmek gerekir; geçen yüzyılın başlarından bu yana insanlar, boyutu ölçmek ve değerlendirmek için çeşitli yöntemler geliştirdiler. Bileşenin yüzey altı hasarı, optik bileşen üzerindeki etkinin derecesine göre iki kategoriye ayrılabilir: tahribatlı ölçüm ve tahribatsız ölçüm (tahribatsız muayene).
Tahribatlı ölçüm yöntemi, adından da anlaşılacağı gibi, optik elemanın yüzey yapısını değiştirerek, gözlemlenmesi kolay olmayan yüzey altı hasarın ortaya çıkarılabilmesi ve daha sonra bir mikroskop ve diğer aletler kullanılarak gözlemlenmesi ihtiyacıdır. Bu yöntem genellikle zaman alıcıdır ancak ölçüm sonuçları güvenilir ve doğrudur. Bileşen yüzeyinde ilave hasara yol açmayan, ışık, ses veya diğer elektromanyetik dalgaları kullanarak yüzey altı hasar katmanını tespit eden ve katmanda meydana gelen özellik değişikliklerinin miktarını kullanarak parçanın boyutunu değerlendiren tahribatsız ölçüm yöntemleri. SSD'de bu tür yöntemler nispeten kullanışlı ve hızlıdır ancak genellikle niteliksel bir gözlemdir. Bu sınıflandırmaya göre yüzey altı hasarlarına yönelik mevcut tespit yöntemleri aşağıdaki şekilde gösterilmektedir:

Yeraltı hasar tespit yöntemlerinin sınıflandırılması ve özeti
Bu ölçüm yöntemlerinin kısa bir açıklaması aşağıdadır:
A. Yıkıcı yöntemler
a) Parlatma yöntemi
Manyetoreolojik cilalamanın ortaya çıkmasından önce, optik çalışanları genellikle optik bileşenlerin yüzey altı hasarını analiz etmek için Konik cilalamayı kullanıyordu; yani, optik yüzeyi eğik bir iç yüzey oluşturmak için eğik bir Açı boyunca kesmek ve ardından eğik yüzeyi cilalamak. Genel olarak cilalamanın orijinal yüzey altı hasarını ağırlaştırmayacağına inanılmaktadır. SSD katmanındaki çatlaklar, kimyasal reaktiflerle daldırma korozyonu yoluyla daha açık bir şekilde ortaya çıkacaktır. Yüzey altı hasar katmanının derinliği, uzunluğu ve diğer bilgileri, daldırma sonrasında eğimli yüzeyin optik olarak gözlemlenmesiyle ölçülebilir. Daha sonra bilim adamları, taşlamadan sonra yüzeyi parlatmak için küresel bir parlatma aleti kullanan, bir çukur atarak, çukurun derinliğinin mümkün olduğu kadar derin olması gereken Top çukurlaştırma yöntemini (Top çukurlaştırma) icat ettiler, böylece analiz yapılabilir. Çukurun yan tarafındaki orijinal yüzeye ait yüzey altı hasar bilgisini elde edebilirsiniz.
Optik elemanların yüzey altı hasarını tespit etmek için yaygın yöntemler
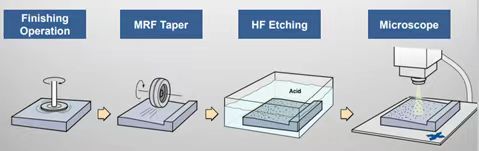
Manyetoreolojik cilalama (MRF), geleneksel asfalt/poliüretan cilalamadan farklı olarak optik bileşenleri cilalamak için manyetik sıvı şeridi kullanan bir tekniktir. Geleneksel parlatma yönteminde, parlatma aracı genellikle optik yüzey üzerinde büyük bir normal kuvvet uygularken, Bay Parlatma optik yüzeyi teğetsel yönde kaldırır, böylece Bay Parlatma optik yüzeyin orijinal alt yüzey hasar özelliklerini değiştirmez. Bu nedenle Mr Polishing, optik yüzeydeki bir oluğu cilalamak için kullanılabilir. Daha sonra orijinal optik yüzeyin yüzey altı hasarının boyutunu değerlendirmek için cilalama alanı analiz edilir.
a) Blok yapıştırma yöntemi
Bu yöntem aynı zamanda yüzey altı hasarını test etmek için de kullanılmıştır. Aslında, aynı şekle ve malzemeye sahip kare bir numune seçin, numunenin iki yüzeyini cilalayın ve ardından numunenin iki cilalı yüzeyini birbirine yapıştırmak için yapıştırıcı kullanın ve ardından iki numunenin kenarlarını aynı anda birlikte taşlayın. zaman. Öğütmeden sonra iki kare numuneyi ayırmak için kimyasal reaktifler kullanılır. Taşlama aşamasından kaynaklanan yüzey altı hasarın boyutu, ayrılan cilalı yüzeyin mikroskopla incelenmesiyle değerlendirilebilir. Yöntemin proses şematik diyagramı aşağıdaki gibidir:
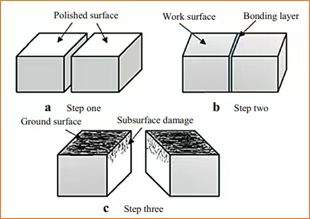
Blok yapıştırma yöntemiyle yüzey altı hasar tespitinin şematik diyagramı
Bu yöntemin belirli sınırlamaları vardır. Yapışkan bir yüzey olduğundan, yapışkan yüzeyin durumu taşlama sonrası malzeme içindeki gerçek yüzey altı hasarını tam olarak yansıtmayabilir, dolayısıyla ölçüm sonuçları SSD durumunu ancak belirli bir dereceye kadar yansıtabilir.
a) Kimyasal aşındırma
Yöntem, optik yüzeyin hasarlı katmanını aşındırmak için uygun kimyasal maddeler kullanır. Erozyon işlemi tamamlandıktan sonra yüzey altı hasarı, yüzey şekli ve bileşen yüzeyinin pürüzlülüğü ve erozyon hızının indeks değişimi ile değerlendirilir. Yaygın olarak kullanılan kimyasal reaktifler hidroflorik asit (HF), amonyum hidrojen florür (NH4HF) ve diğer aşındırıcı maddelerdir.
b) Kesit yöntemi
Numune parçalara ayrılır ve yüzey altı hasarın boyutunu doğrudan gözlemlemek için bir taramalı elektron mikroskobu kullanılır.
c) Boya emdirme yöntemi
Zemin optik elemanının yüzey katmanı çok sayıda mikro çatlak içerdiğinden, optik alt tabaka ile renk kontrastı veya alt tabaka ile kontrast oluşturabilen boyalar malzemeye bastırılabilir. Substrat koyu bir malzemeden oluşuyorsa floresan boyalar kullanılabilir. Böylece yüzey altı hasarı optik veya elektronik olarak kolayca kontrol edilebilir. Çatlaklar genellikle çok ince olduğundan ve malzemenin içinde olduğundan boyanın nüfuz etme derinliği yeterli olmadığında mikro çatlağın gerçek derinliğini temsil etmeyebilir. Çatlak derinliğini mümkün olduğu kadar doğru bir şekilde elde etmek amacıyla, boyaların emprenye edilmesi için bir dizi yöntem önerilmiştir: mekanik ön presleme ve soğuk izostatik presleme ve çok düşük konsantrasyonlarda boya izlerini tespit etmek için elektron probu mikro analizinin (EPMA) kullanılması.
B, tahribatsız yöntemler
a) Tahmin yöntemi
Tahmin yöntemi esas olarak aşındırıcı malzemenin parçacık boyutunun boyutuna ve bileşenin yüzey pürüzlülüğünün boyutuna göre yüzey altı hasarın derinliğini tahmin eder. Araştırmacılar, aşındırıcı malzemenin parçacık boyutu ile yüzey altı hasarın derinliği arasındaki ilişkinin yanı sıra bileşenin yüzey pürüzlülüğü boyutu ile alt yüzey arasındaki eşleştirme tablosunu kurmak için çok sayıda test kullanıyor. yüzey hasarı. Mevcut bileşen yüzeyinin yüzey altı hasarı, bunların yazışmaları kullanılarak tahmin edilebilir.
b) Optik Koherens Tomografi (OCT)
Temel prensibi Michelson girişimi olan optik koherens tomografi, ölçülen bilgiyi iki ışık ışınının girişim sinyalleri aracılığıyla değerlendirir. Bu teknik genellikle biyolojik dokuları gözlemlemek ve dokunun yüzey altı yapısının kesitsel tomografisini vermek için kullanılır. Optik yüzeyin yüzey altı hasarını gözlemlemek için OCT tekniği kullanıldığında, gerçek çatlak derinliğini elde etmek için ölçülen numunenin kırılma indisi parametresi dikkate alınmalıdır. Yöntemin, 20μm'den daha iyi bir dikey çözünürlükle 500μm derinlikteki kusurları tespit edebildiği bildiriliyor. Ancak optik malzemelerin SSD tespiti için kullanıldığında, SSD katmanından yansıyan ışık nispeten zayıf olduğundan girişim oluşması zordur. Ayrıca yüzey saçılımı da ölçüm sonuçlarını etkileyecektir ve ölçüm doğruluğunun iyileştirilmesi gerekmektedir.
c) Lazer saçılma yöntemi
Yeraltı hasarının boyutunu değerlendirmek için lazerin saçılma özelliklerini kullanan fotometrik yüzey üzerindeki lazer ışınlaması da kapsamlı bir şekilde incelenmiştir. Yaygın olanlar arasında Toplam iç yansıma mikroskopisi (TIRM), Konfokal lazer tarama mikroskobu (CLSM) ve kesişen polarizasyon konfokal mikroskobu (CPCM) bulunur. çapraz polarizasyon eş odaklı mikroskopi vb.
d) Taramalı akustik mikroskop
Ultrasonik tespit yöntemi olarak taramalı akustik mikroskopi (SAM), iç kusurları tespit etmek için yaygın olarak kullanılan tahribatsız bir muayene yöntemidir. Bu yöntem genellikle pürüzsüz yüzeyli numunelerin ölçümünde kullanılır. Numunenin yüzeyi çok pürüzlü olduğunda, yüzeye saçılan dalgaların etkisinden dolayı ölçüm doğruluğu azalacaktır.
3 Yeraltı hasar kontrol yöntemleri
Optik bileşenlerin yüzey altı hasarını etkin bir şekilde kontrol etmek ve SSDS'yi tamamen ortadan kaldıran bileşenler elde etmek nihai hedefimizdir. Normal koşullar altında, yüzey altı hasarının derinliği aşındırıcı parçacık boyutuyla orantılıdır; aşındırıcı parçacık boyutu ne kadar küçük olursa, yüzey altı hasarı o kadar sığ olur, bu nedenle taşlamanın tanecikliliği azaltılarak ve tamamen taşlama, alt yüzey hasarının derecesini etkili bir şekilde artırabilirsiniz. Yüzey altı hasar kontrolünün aşamalı olarak işlem şeması aşağıdaki şekilde gösterilmektedir:
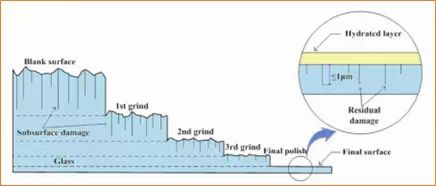
Yeraltı hasarı aşamalı olarak kontrol edilir
Taşlamanın ilk aşaması boş yüzeydeki yüzey altı hasarını tamamen ortadan kaldıracak ve bu aşamada yeni bir alt yüzey oluşturacaktır, daha sonra taşlamanın ikinci aşamasında, ilk aşamada oluşan SSD'yi ortadan kaldırarak yeni yüzey altı hasarı üretmek gerekir. yine sırayla işlenir ve aşındırıcının parçacık boyutu ve saflığı kontrol edilir ve son olarak beklenen optik yüzey elde edilir. Bu aynı zamanda optik imalatın yüzlerce yıldır izlediği işleme stratejisidir.
Ek olarak, taşlama işleminden sonra bileşenin yüzeyinin dekapajlanması, alt yüzey hasarını etkili bir şekilde ortadan kaldırabilir, böylece yüzey kalitesini iyileştirebilir ve işleme verimliliğini artırabilir.
Temas etmek:
Email:jasmine@pliroptics.com ;
Telefon/Whatsapp/Wechat:86 19013265659
ağ:www.pliroptics.com
Ekle:Bina 1, No.1558, istihbarat yolu, qingbaijiang, chengdu, sichuan, çin
Gönderim zamanı: Nis-18-2024




