
Yüzey Özellikleri
Yüzey Kalitesi
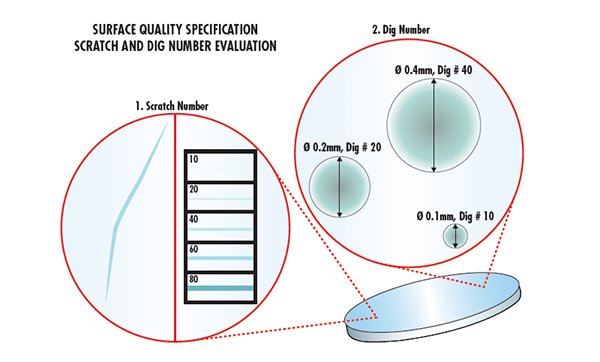
Optik yüzeyin kalitesi, optik ürünün yüzey özelliklerini ölçmek için kullanılır ve çizikler ve çukurlar gibi bir dizi kusuru kapsar. Bu yüzey kusurlarının çoğu tamamen kozmetiktir ve sistem performansını büyük ölçüde etkilemez, ancak sistem veriminde küçük bir düşüşe ve dağınık ışığın daha ince saçılmasına neden olabilirler. Ancak bazı yüzeyler bu etkilere karşı daha duyarlı olacaktır; örneğin: bu kusurların odaklanma oluşturabileceği görüntü düzlemlerine sahip yüzeyler ve bu kusurların enerji emilimini artırıp optik ürünü bozabileceği yüksek güç seviyelerine sahip yüzeyler. Yüzey kalitesi için en yaygın kullanılan spesifikasyon, MIL-PRF-13830B tarafından gösterilen çizik ve çukurlaşma spesifikasyonudur. Çizik adları, bir yüzeydeki çiziklerin, kontrollü aydınlatma koşulları altında sağlanan bir dizi standart çizikle karşılaştırılmasıyla belirlenir. Dolayısıyla çizik adı, bunların gerçek çiziklerini tanımlamak yerine bunları MIL spesifikasyonlarına dayalı standart çiziklerle karşılaştırır. Ancak çukur adları doğrudan bir yüzeydeki noktalarla veya çukurlarla ilgilidir. Çukur adları, mikron cinsinden çukurun çapının 10'a bölünmesiyle hesaplanır. Tipik olarak, 80 ila 50 arası bir kazıma çukuru spesifikasyonu standart kalite, 60 ila 40 arası doğru kalite ve 20 ila 10 arası ise yüksek hassasiyet olarak kabul edilir. kalite.
Yüzey düzlüğü
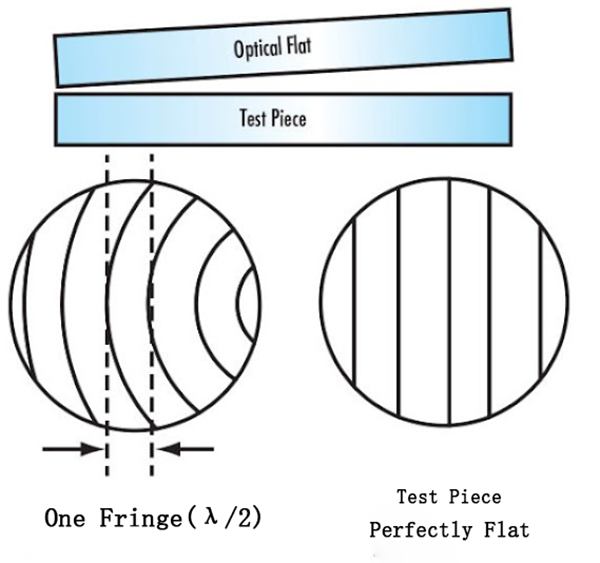
p>Yüzey düzlüğü, yüzey doğruluğunu ölçen bir spesifikasyon türüdür ve ayna, pencere parçaları, gibi düz yüzeylerin sapmasını ölçmek için kullanılır.prizmalarveya düz aynalar. Bu sapmayı, numunelerin pürüzsüzlüğünü karşılaştırmak için kullanılan yüksek kaliteli, yüksek hassasiyetli bir referans düzlemi olan optik düz kristal kullanarak ölçebilirsiniz. Test edilen optik ürünün düzlemi optiğe karşı yerleştirildiğinde, şekli test edilen optik ürünün yüzey düzgünlüğünü gösteren çizgiler görünür. Çizgiler eşit aralıklıysa ve paralel düz çizgilerse, test edilen optik yüzey en azından referans optik düz kristal kadar düzdür. Şeritler kavisli ise, iki kesikli çizgi (şeridin orta noktasına teğet olan kesikli çizgi ve aynı şeridin uç noktasından geçen diğer kesikli çizgi) arasındaki şerit sayısı düzgünlük hatasına işaret eder. Pürüzsüzlükteki sapmalar genellikle test kaynağının birden fazla dalga boyundan oluşan dalgalanma değerleri (λ) cinsinden ölçülür. Bir şerit dalga boyunun ½'sine karşılık gelir. 1λ'lik bir düzgünlük, ortalama bir kalite seviyesini belirtir; λ/4 düzgünlüğü doğru bir kalite seviyesini gösterir; ve λ/20 düzgünlüğü yüksek hassasiyetli kalite seviyesini gösterir.
Diyafram numarası
Diyafram numarası, kavisli optik yüzeylere veya güce sahip yüzeylere uygulanabilen, bir yüzeyin doğruluğunu ölçen bir spesifikasyon türüdür. Açıklık numarası testi, yüzeyi üniversiteye uygun bir eğrilik yarıçapına sahip bir referans yüzeyle karşılaştırması bakımından düzlük testine benzer. Bu iki yüzey arasındaki boşluğun oluşturduğu aynı girişim ilkesini kullanarak şeritlerin girişim deseni, test yüzeyi ile referans yüzeyi arasındaki sapmayı karakterize etmek için kullanılır. Referanstan sapma, Newton halkaları adı verilen bir dizi halka üretecektir. Ne kadar çok halka mevcutsa sapma da o kadar büyük olur. Hem koyu hem de parlak halkaların toplam sayısından ziyade koyu veya parlak halkaların sayısı, dalga boyu hatasının iki katına eşittir.
Düzensizlik
Düzensizlik, bir yüzeyin doğruluğunu ölçen ve yüzey şeklinin referans yüzey şeklinden sapmasını açıklayan bir tür spesifikasyondur. Düzensizlik açıklık sayısıyla aynı şekilde ölçülür. Düzensizlik, test yüzeyinin bir referans yüzeyiyle karşılaştırılmasıyla oluşturulan küresel dairesel çizgidir. Yüzeyin açıklık sayısı 5'ten fazla şeritten oluştuğunda, 1 şeritten küçük düzensiz küçük şekilleri tespit etmek zor olacaktır. Bu nedenle, açıklık sayısının yüzeyin düzensizliğine oranının yaklaşık 5:1 olacak şekilde belirlenmesi yaygın bir uygulamadır.
Yüzey İşlemi/yüzey pürüzlülüğü
Yüzey pürüzlülüğü olarak da bilinen yüzey kalitesi, bir yüzeydeki küçük düzensizlikleri ölçmek için kullanılır. Bunlar genellikle kötü cilalama işleminin sonucudur. Pürüzlü yüzeyler, pürüzsüz yüzeylere göre aşınmaya daha dirençli olma eğilimindedir ve bazı uygulamalar için, özellikle de lazer kullananlar veya aşırı ısınmış ortamlarda, çekirdeklenme bölgesindeki küçük kırılma veya kusur olasılığı nedeniyle uygun olmayabilir. Yüzey bitirme için üretim toleransları ortalama kalite için 50Å RMS, doğru kalite için 20Å RMS ve yüksek kalite için 5Å RMS'dir.
Daha ayrıntılı spesifikasyon için lütfenkatalog optikveya daha fazla bilgi için bizimle iletişime geçmekten çekinmeyin.
Gönderim zamanı: Şubat-28-2024




