
1 Định nghĩa và nguyên nhân hư hỏng dưới bề mặt
Thiệt hại dưới bề mặt của các thành phần quang học (SSD, hư hỏng dưới bề mặt) thường được đề cập đến trong các ứng dụng quang học có độ chính xác cao như hệ thống laser cường độ cao và máy in thạch bản, và sự tồn tại của nó hạn chế độ chính xác xử lý cuối cùng của các thành phần quang học và ảnh hưởng hơn nữa đến hình ảnh hiệu suất của hệ thống quang học nên cần được quan tâm đúng mức. Thiệt hại dưới bề mặt thường được đặc trưng bởi các vết nứt bên trong bề mặt của phần tử và các lớp ứng suất bên trong, gây ra bởi một số phân mảnh còn sót lại và biến dạng của thành phần vật liệu ở khu vực gần bề mặt. Mô hình thiệt hại dưới bề mặt được thể hiện như sau: lớp trên cùng là lớp trầm tích được đánh bóng, sau đó là lớp khuyết tật vết nứt và lớp biến dạng ứng suất là lớp dưới cùng, và lớp vật liệu không bị hư hại là lớp trong cùng. Trong số đó, lớp khuyết tật vết nứt và lớp biến dạng ứng suất là hư hỏng dưới bề mặt.
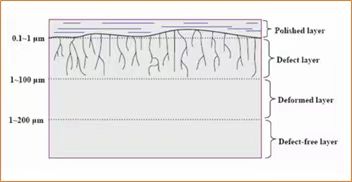
Mô hình hư hỏng dưới bề mặt của vật liệu quang học
Các thành phần quang học của vật liệu nói chung là thủy tinh, gốm sứ và các vật liệu cứng và giòn khác, trong giai đoạn xử lý ban đầu của các thành phần, cần phải trải qua các quá trình đúc phay, mài mịn và đánh bóng thô, trong các quá trình này tồn tại mài cơ học và phản ứng hóa học và đóng một vai trò. Dụng cụ mài mòn hoặc mài mòn tiếp xúc với bề mặt chi tiết có đặc điểm kích thước hạt không đồng đều, lực của từng điểm tiếp xúc lên bề mặt chi tiết không đồng đều nên lớp lồi lõm và lớp vết nứt bên trong sẽ được tạo ra trên bề mặt kính. Vật liệu có trong lớp nứt là thành phần bị vỡ trong quá trình mài nhưng chưa rơi ra khỏi bề mặt nên sẽ hình thành hư hỏng dưới bề mặt. Cho dù đó là mài mòn các hạt rời hay mài CNC, hiện tượng này sẽ được hình thành trên bề mặt vật liệu. Ảnh hưởng thực tế của hư hỏng dưới bề mặt được thể hiện trong hình sau:
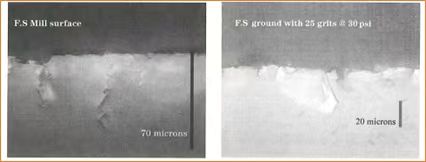
Hiển thị thiệt hại dưới bề mặt
2 phương pháp đo hư hỏng dưới bề mặt
Vì không thể bỏ qua hư hỏng dưới bề mặt nên nó phải được các nhà sản xuất linh kiện quang học kiểm soát một cách hiệu quả. Để kiểm soát hiệu quả cần xác định và phát hiện chính xác kích thước hư hỏng dưới bề mặt trên bề mặt linh kiện, từ đầu thế kỷ trước người ta đã phát triển nhiều phương pháp đo lường, đánh giá kích thước. Về hư hỏng dưới bề mặt của thành phần, theo chế độ ảnh hưởng đến thành phần quang học, có thể chia thành hai loại: đo phá hủy và đo không phá hủy (thử nghiệm không phá hủy).
Phương pháp đo phá hủy, như tên cho thấy, là cần phải thay đổi cấu trúc bề mặt của phần tử quang học, để có thể phát hiện ra hư hỏng dưới bề mặt không dễ quan sát, sau đó sử dụng kính hiển vi và các dụng cụ khác để quan sát phương pháp đo, phương pháp này thường tốn thời gian nhưng kết quả đo của nó rất đáng tin cậy và chính xác. Các phương pháp đo không phá hủy, không gây thêm hư hại cho bề mặt linh kiện, sử dụng ánh sáng, âm thanh hoặc sóng điện từ khác để phát hiện lớp hư hỏng dưới bề mặt và sử dụng mức độ thay đổi đặc tính mà chúng xảy ra trong lớp để đánh giá kích thước của SSD, những phương pháp như vậy tương đối thuận tiện và nhanh chóng, nhưng thường là quan sát định tính. Theo phân loại này, các phương pháp phát hiện hư hỏng dưới bề mặt hiện tại được thể hiện trong hình dưới đây:

Phân loại và tóm tắt các phương pháp phát hiện hư hỏng dưới bề mặt
Sau đây là mô tả ngắn gọn về các phương pháp đo này:
A. Phương pháp phá hủy
a) Phương pháp đánh bóng
Trước khi xuất hiện phương pháp đánh bóng từ lưu biến, các công nhân quang học thường sử dụng phương pháp đánh bóng côn để phân tích hư hỏng dưới bề mặt của các thành phần quang học, nghĩa là cắt bề mặt quang học dọc theo một Góc xiên để tạo thành bề mặt xiên bên trong, sau đó đánh bóng bề mặt xiên. Người ta thường tin rằng việc đánh bóng sẽ không làm nặng thêm tình trạng hư hỏng ban đầu của lớp dưới bề mặt. Các vết nứt của lớp SSD sẽ lộ rõ hơn qua quá trình ăn mòn khi ngâm với thuốc thử hóa học. Độ sâu, chiều dài và các thông tin khác của lớp hư hỏng dưới bề mặt có thể được đo bằng quan sát quang học của bề mặt nghiêng sau khi ngâm. Sau này, các nhà khoa học đã phát minh ra phương pháp Ball lúm đồng tiền (Ball lúm đồng tiền), tức là dùng dụng cụ đánh bóng hình cầu để đánh bóng bề mặt sau khi mài, ném hố ra ngoài, độ sâu của hố cần càng sâu càng tốt thì mới có thể phân tích được. của thành hố có thể thu được thông tin hư hỏng dưới bề mặt của bề mặt ban đầu.
Các phương pháp phổ biến để phát hiện hư hỏng dưới bề mặt của các phần tử quang học
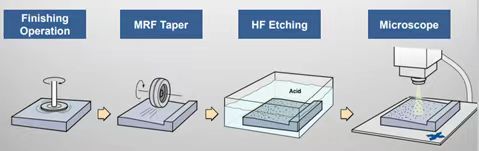
Đánh bóng từ lưu biến (MRF) là kỹ thuật sử dụng dải chất lỏng từ tính để đánh bóng các thành phần quang học, khác với đánh bóng nhựa đường/polyurethane truyền thống. Trong phương pháp đánh bóng truyền thống, dụng cụ đánh bóng thường tác dụng một lực pháp tuyến lớn lên bề mặt quang học, trong khi Mr Polishing loại bỏ bề mặt quang học theo hướng tiếp tuyến, do đó Mr Polishing không làm thay đổi các đặc tính hư hỏng bề mặt phụ ban đầu của bề mặt quang học. Vì vậy, Mr Polishing có thể được sử dụng để đánh bóng một rãnh trên bề mặt quang học. Sau đó, khu vực đánh bóng được phân tích để đánh giá kích thước hư hỏng dưới bề mặt của bề mặt quang học ban đầu.
a) Phương pháp dán khối
Phương pháp này cũng đã được sử dụng để kiểm tra hư hỏng dưới bề mặt. Trên thực tế, hãy chọn một mẫu hình vuông có hình dạng và chất liệu giống nhau, đánh bóng hai bề mặt của mẫu, sau đó dùng keo dán để dán hai bề mặt đã được đánh bóng của mẫu lại với nhau, sau đó mài các mặt của hai mẫu lại với nhau. thời gian. Sau khi nghiền, thuốc thử hóa học được sử dụng để tách hai mẫu vuông. Kích thước của hư hỏng dưới bề mặt do giai đoạn mài gây ra có thể được đánh giá bằng cách quan sát bề mặt được đánh bóng tách biệt bằng kính hiển vi. Sơ đồ quy trình của phương pháp như sau:
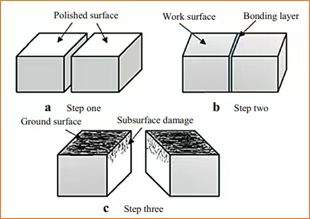
Sơ đồ phát hiện hư hỏng dưới bề mặt bằng phương pháp dán khối
Phương pháp này có những hạn chế nhất định. Do có bề mặt dính nên tình trạng bề mặt dính có thể không phản ánh đầy đủ hư hỏng thực tế bên dưới bề mặt bên trong vật liệu sau khi mài, do đó kết quả đo chỉ có thể phản ánh tình trạng SSD ở một mức độ nhất định.
a) Khắc hóa học
Phương pháp này sử dụng các tác nhân hóa học thích hợp để làm xói mòn lớp hư hỏng của bề mặt quang học. Sau khi quá trình xói mòn kết thúc, hư hỏng dưới bề mặt được đánh giá bằng hình dạng bề mặt, độ nhám của bề mặt thành phần và sự thay đổi chỉ số của tốc độ xói mòn. Thuốc thử hóa học thường được sử dụng là axit hydrofluoric (HF), amoni hydro florua (NH4HF) và các chất ăn mòn khác.
b) Phương pháp cắt ngang
Mẫu được mổ xẻ và kính hiển vi điện tử quét được sử dụng để quan sát trực tiếp kích thước của tổn thương dưới bề mặt.
c) Phương pháp tẩm thuốc nhuộm
Do lớp bề mặt của phần tử quang học nền chứa một số lượng lớn các vết nứt nhỏ, nên thuốc nhuộm có thể tạo thành độ tương phản màu với chất nền quang học hoặc độ tương phản với chất nền có thể được ép vào vật liệu. Nếu chất nền bao gồm vật liệu tối màu, có thể sử dụng thuốc nhuộm huỳnh quang. Thiệt hại dưới bề mặt sau đó có thể được kiểm tra dễ dàng bằng quang học hoặc điện tử. Bởi vì các vết nứt thường rất nhỏ và nằm bên trong vật liệu, khi độ sâu thâm nhập của thuốc nhuộm không đủ, nó có thể không đại diện cho độ sâu thực sự của vết nứt vi mô. Để đạt được độ sâu vết nứt chính xác nhất có thể, một số phương pháp đã được đề xuất cho việc ngâm tẩm thuốc nhuộm: ép sơ bộ cơ học và ép đẳng tĩnh lạnh, và sử dụng vi phân tích đầu dò điện tử (EPMA) để phát hiện dấu vết của thuốc nhuộm ở nồng độ rất thấp.
B, phương pháp không phá hủy
a) Phương pháp ước tính
Phương pháp ước tính chủ yếu ước tính độ sâu hư hỏng dưới bề mặt theo kích thước kích thước hạt của vật liệu mài mòn và kích thước độ nhám bề mặt của bộ phận. Các nhà nghiên cứu sử dụng một số lượng lớn các thử nghiệm để thiết lập mối quan hệ tương ứng giữa kích thước hạt của vật liệu mài mòn và độ sâu của hư hỏng dưới bề mặt, cũng như bảng so sánh giữa kích thước độ nhám bề mặt của thành phần và độ nhám bề mặt phụ. hư hỏng bề mặt. Thiệt hại dưới bề mặt của bề mặt thành phần hiện tại có thể được ước tính bằng cách sử dụng sự tương ứng của chúng.
b) Chụp cắt lớp kết hợp quang học (OCT)
Chụp cắt lớp kết hợp quang học, nguyên lý cơ bản là giao thoa Michelson, đánh giá thông tin đo được thông qua tín hiệu giao thoa của hai chùm ánh sáng. Kỹ thuật này thường được sử dụng để quan sát các mô sinh học và chụp cắt lớp cắt ngang cấu trúc dưới bề mặt của mô. Khi sử dụng kỹ thuật OCT để quan sát hư hỏng dưới bề mặt của bề mặt quang học, thông số chiết suất của mẫu đo phải được xem xét để thu được độ sâu vết nứt thực tế. Phương pháp này được cho là có thể phát hiện các khuyết tật ở độ sâu 500μm với độ phân giải dọc tốt hơn 20μm. Tuy nhiên, khi nó được sử dụng để phát hiện SSD của vật liệu quang học, ánh sáng phản xạ từ lớp SSD tương đối yếu nên khó hình thành nhiễu. Ngoài ra, sự tán xạ bề mặt cũng sẽ ảnh hưởng đến kết quả đo và độ chính xác của phép đo cần phải được cải thiện.
c) Phương pháp tán xạ laser
Việc chiếu xạ tia laser lên bề mặt trắc quang, sử dụng đặc tính tán xạ của tia laser để đánh giá kích thước của tổn thương dưới bề mặt, cũng đã được nghiên cứu rộng rãi. Những loại phổ biến bao gồm Kính hiển vi phản xạ nội toàn phần (TIRM), Kính hiển vi quét laser đồng tiêu (CLSM) và kính hiển vi đồng tiêu phân cực giao nhau (CPCM). kính hiển vi đồng tiêu phân cực chéo, v.v.
d) Kính hiển vi quét âm thanh
Kính hiển vi âm thanh quét (SAM), như một phương pháp phát hiện siêu âm, là một phương pháp kiểm tra không phá hủy được sử dụng rộng rãi để phát hiện các khuyết tật bên trong. Phương pháp này thường được sử dụng để đo các mẫu có bề mặt nhẵn. Khi bề mặt mẫu rất gồ ghề, độ chính xác của phép đo sẽ giảm do ảnh hưởng của sóng tán xạ bề mặt.
3 phương pháp kiểm soát thiệt hại dưới bề mặt
Mục tiêu cuối cùng của chúng tôi là kiểm soát hiệu quả hư hỏng dưới bề mặt của các bộ phận quang học và thu được các bộ phận loại bỏ hoàn toàn SSD. Trong trường hợp bình thường, độ sâu của hư hỏng dưới bề mặt tỷ lệ thuận với kích thước của kích thước hạt mài mòn, kích thước hạt của vật liệu mài mòn càng nhỏ thì hư hỏng dưới bề mặt càng nông, do đó, bằng cách giảm độ chi tiết của mài và hoàn toàn mài, bạn có thể cải thiện hiệu quả mức độ hư hỏng dưới bề mặt. Sơ đồ xử lý kiểm soát hư hỏng dưới bề mặt theo từng giai đoạn được thể hiện trong hình dưới đây:
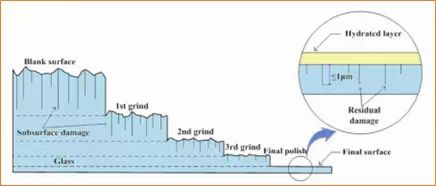
Thiệt hại dưới bề mặt được kiểm soát theo từng giai đoạn
Giai đoạn mài đầu tiên sẽ loại bỏ hoàn toàn hư hỏng dưới bề mặt trên bề mặt trống và tạo ra lớp dưới bề mặt mới trong giai đoạn này, sau đó ở giai đoạn mài thứ hai, cần loại bỏ SSD tạo ra ở giai đoạn đầu tiên và tạo ra hư hỏng dưới bề mặt mới một lần nữa, xử lý lần lượt và kiểm soát kích thước hạt cũng như độ tinh khiết của chất mài mòn, và cuối cùng thu được bề mặt quang học như mong đợi. Đây cũng là chiến lược xử lý mà ngành sản xuất quang học đã áp dụng hàng trăm năm nay.
Ngoài ra, sau quá trình mài, tẩy rửa bề mặt của bộ phận có thể loại bỏ hiệu quả các hư hỏng dưới bề mặt, từ đó cải thiện chất lượng bề mặt và nâng cao hiệu quả xử lý.
Liên hệ:
Email:jasmine@pliroptics.com ;
Điện thoại/Whatsapp/Wechat: 86 19013265659
mạng:www.pliroptics.com
Địa chỉ:Tòa nhà 1, số 1558, đường tình báo, thanh bạch giang, thành đô, tứ xuyên, Trung Quốc
Thời gian đăng: 18-04-2024




